Mon panier
VideVotre panier est vide.

Le filament nylon combine des propriétés mécaniques, thermiques et chimiques qui conditionnent le choix du matériau avant toute impression : résistance en traction, variantes PA6 et PA12, paramètres d’impression, gestion de l’humidité et post-traitement.
L’intérêt du filament nylon tient à la nature même du polyamide. Ce matériau combine une masse volumique d’environ 1,14 g/cm³, une fusion autour de 215 °C et une bonne stabilité thermique jusqu’à 150 °C en service. Point de vigilance toutefois, selon la contrainte technique : l’humidité influence fortement le comportement du filament nylon, bien plus que ne le laisse penser une fiche matière simplifiée.

Les avantages du filament nylon se voient d’abord sur l’effort. Le nylon reste souple sans devenir mou, avec un allongement à la rupture pouvant atteindre 100 %, une résistance aux chocs élevée et, pour le PA6, une ténacité comprise entre 6 et 8,5 gf/D. La différence se joue sur cet équilibre : haute résistance, flexibilité réelle et bonne tenue en traction, là où le PLA casse plus net et où l’ABS reste moins tolérant sur certaines géométries fines.
En pratique, ces propriétés permettent d’intégrer plusieurs fonctions dans une seule pièce : zone de clipsage, canal interne, articulation simple. Une fois la pièce validée, cette approche réduit l’assemblage et limite les points faibles entre composants.
Les nylon impression 3d avantages ne s’arrêtent pas au comportement mécanique. La résistance chimique du nylon face à de nombreux acides, bases et solvants en fait un matériau crédible pour des environnements techniques, tandis que sa résistance thermique autour de 150 °C en service lui permet de conserver ses propriétés là où un PLA se ramollit vite sous la chaleur. À privilégier quand la pièce travaille près d’un moteur, d’un carter ou d’un circuit exposé à un agent chimique.
En complément, le nylon garde une bonne stabilité en extérieur. Sous exposition solaire prolongée, il se fragilise moins vite que d’autres filaments standards, ce qui compte pour des supports, fixations et pièces de carrosserie légère.
La fabrication additive en nylon filament reste compétitive jusqu’à environ 10 000 unités. La complexité géométrique pèse peu sur le coût, contrairement à l’usinage ou à un moule d’injection, ce qui rend ce matériau intéressant dès la phase de prototypage. Abeille 3D le recommande souvent quand il faut valider rapidement une fonction mécanique avant industrialisation, sans perdre en cohérence entre prototype et pièce finale.
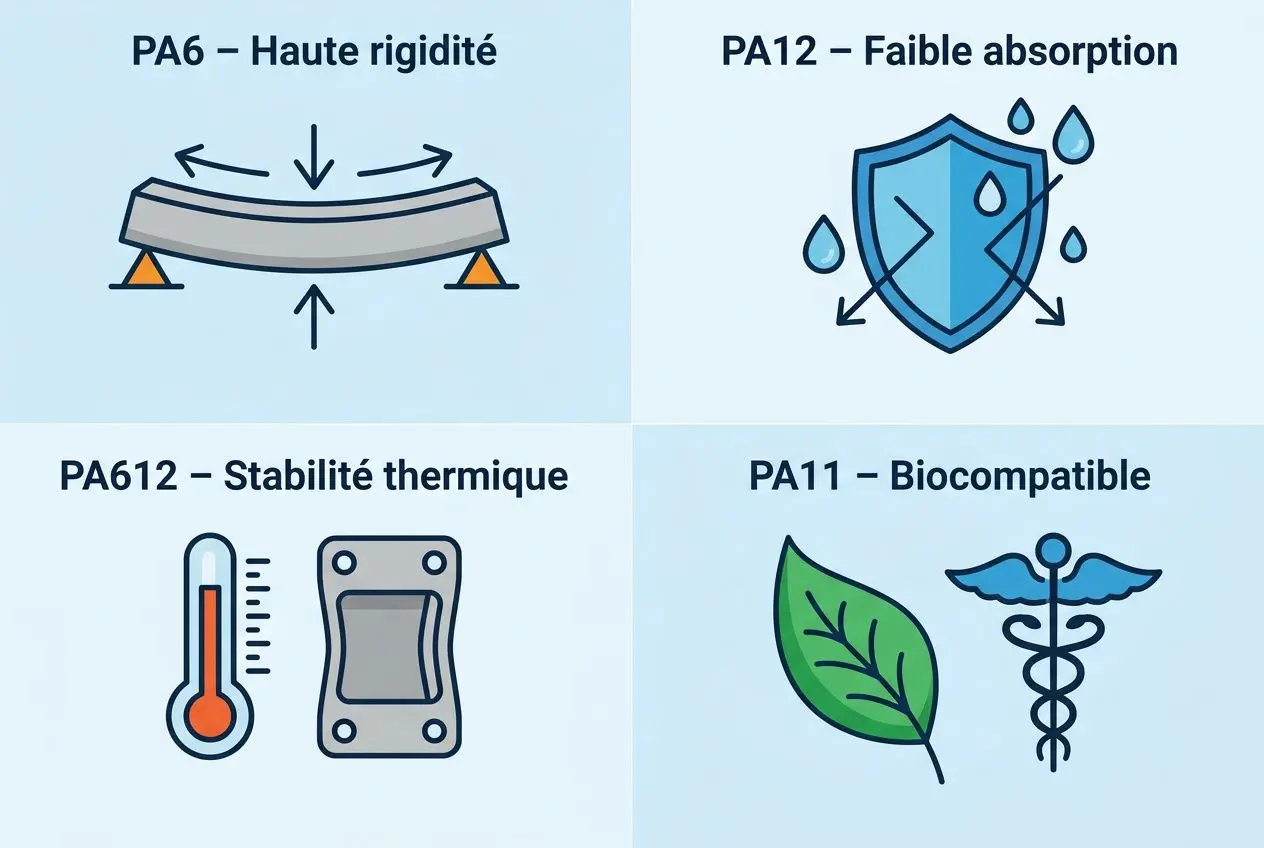
Le choix entre PA6 et PA12 affine ensuite les caractéristiques recherchées. Le PA6 vise souvent une haute résistance et une bonne tenue en traction, alors que le PA12 est apprécié pour sa stabilité dimensionnelle, sa moindre sensibilité à l’humidité et sa mise en œuvre plus tolérante sur certains paramètres d’impression. Pour comparer plus largement chaque matériau, le guide matériaux d’Abeille 3D permet de situer le polyamide face aux autres familles.
Enfin, certaines variantes élargissent encore les usages. Le PA11, issu d’huile de ricin renouvelable, ouvre la voie à des applications biocompatibles ou en contact avec la peau, avec une durabilité souvent supérieure sous contrainte lumineuse et thermique. Pour aller plus loin sur le process FDM, les supports matière et les paramètres d’impression, les explications dédiées à l’filament nylon apportent un cadre concret.
Le nylon est un matériau performant, mais rarement tolérant. Ses qualités mécaniques ont un prix : une forte sensibilité à l’humidité, un warping marqué et des paramètres d’impression à régler avec méthode.
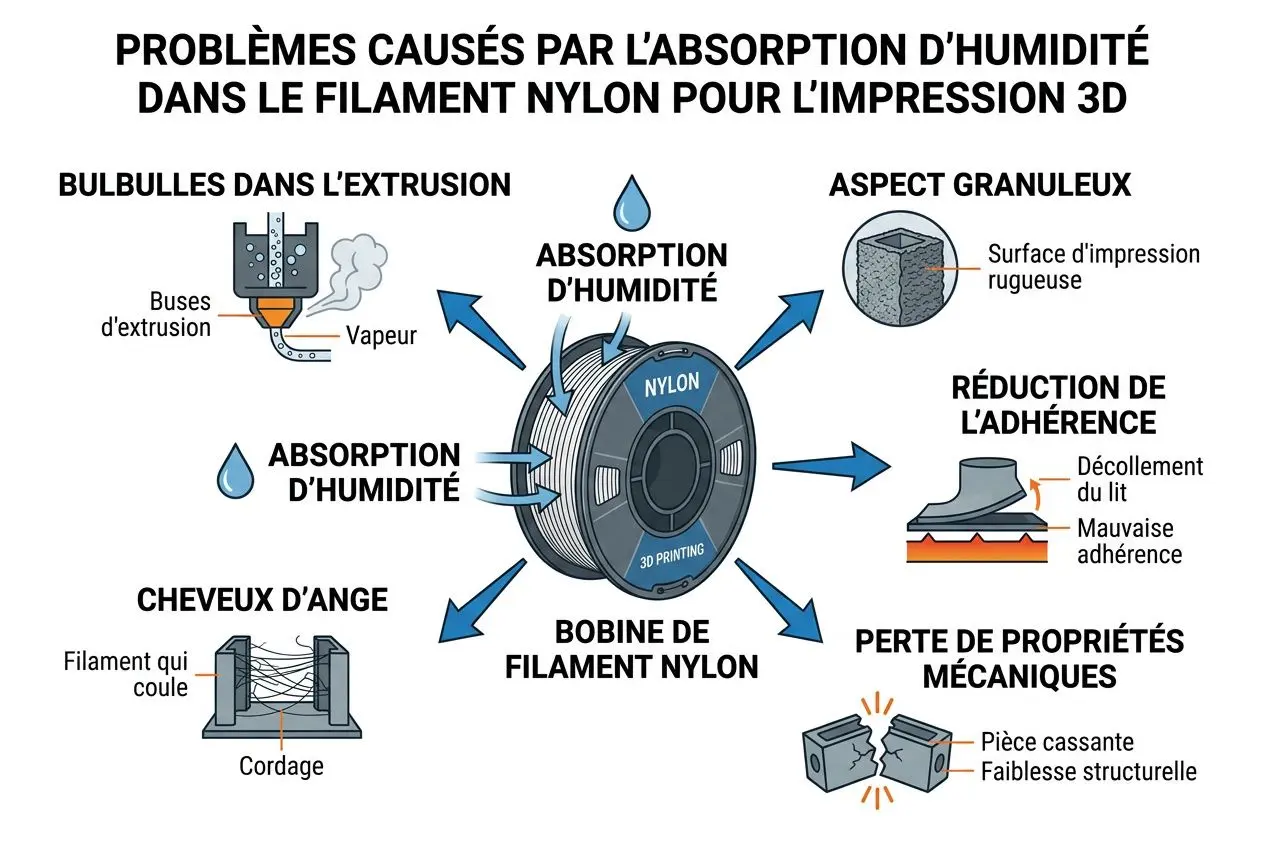
Le principal point de vigilance reste l’hygroscopicité. Un filament nylon, en particulier le PA6, absorbe rapidement l’humidité ambiante : au-delà de 3 % pour ce matériau, l’extrusion devient instable, avec bulles, surface mate, aspect granuleux, filage et perte nette de propriétés mécaniques. Le séchage est donc à prévoir avant impression : 70 à 80 °C pendant 6 à 12 heures selon l’état de la bobine.
À l’inverse, le PA12 se montre bien moins sensible sur ce point, avec une absorption inférieure à 0,5 %. Le PA612 se situe entre les deux, ce qui en fait souvent un compromis utile dès que le stockage en atelier est moins facile à contrôler. Cette différence compte avant même de parler de rigidité ou de flexibilité.
Une bobine laissée quelques heures à l’air libre peut déjà perdre en régularité d’impression. Un stockage sec n’est donc pas un confort : c’est une condition de stabilité.
Une fois le matériau sec, les paramètres d’impression pour le nylon doivent rester cohérents avec la variante choisie. Le PA6 et le PA612 s’impriment entre 240 et 270 °C, tandis que le PA12 travaille plutôt entre 240 et 250 °C. Les formulations renforcées en fibres carbone ou verre peuvent demander une buse plus chaude, parfois jusqu’à 320 °C selon la fiche matière du fabricant.
Le plateau chauffant est tout aussi décisif : 80 à 110 °C selon les références, avec une surface adaptée comme le PEI, le BuildTak ou le Magigoo PA. Sans cette base, l’adhérence des premières couches chute vite et la pièce se décolle en cours d’impression. Une enceinte fermée aide aussi à limiter les écarts thermiques responsables du warping.
Le warping reste particulièrement marqué avec le nylon, surtout en PA6. Un refroidissement trop rapide crée des contraintes internes qui déforment la géométrie, même si la pièce semblait bien tenir au plateau. Il faut donc limiter la ventilation, ou la couper, et laisser le refroidissement se faire progressivement après impression.
Le remplissage agit ensuite sur les caractéristiques de la pièce. Entre 20 et 30 %, une pièce décorative ou peu sollicitée reste suffisante; au-delà, la rigidité progresse mais la flexibilité recule, avec un temps d’impression plus long. Ce réglage devient utile quand la pièce doit supporter des charges répétées ou des efforts mécaniques plus marqués.
| Variante nylon | Température extrusion | Plateau chauffant | Absorption humidité | Température de fusion |
| PA6 | 240-270 °C | 80-110 °C | > 3 % | 220-230 °C |
| PA12 | 240-250 °C | 80-100 °C | < 0,5 % | 178-180 °C |
| PA612 | 240-270 °C | 80-110 °C | Intermédiaire | 215-225 °C |
L’orientation des couches reste un autre levier souvent sous-estimé. Elle conditionne l’anisotropie de la pièce et peut affaiblir une zone pourtant correcte sur le reste du process : effort en traction, en flexion, en choc ou en frottement. Il faut donc aligner les couches avec le sens des efforts principaux, sinon les propriétés du nylon sont mal exploitées.
Après impression, le nylon garde des stries intercouches visibles. Sa surface parfois souple complique le ponçage, surtout sur des formes fines ou des zones peu accessibles : une résine époxy adaptée puis une mise en peinture donnent souvent un meilleur rendu de surface. Le post-traitement se prépare donc en même temps que la géométrie de la pièce.
Le stockage demande la même rigueur que l’impression. Bacs hermétiques, packs déshydratants actifs et sacs sous vide restent les solutions les plus fiables pour préserver un filament nylon dans le temps. Une fois la pièce validée, Abeille 3D recommande de garder le même niveau d’exigence sur la matière première, car l’humidité dégrade vite la fusion et la constance des paramètres d’impression.
Le nylon pour l’impression 3D ne renvoie pas à une formule unique. Derrière ce matériau, plusieurs familles de polyamide coexistent : PA6, PA12, PA612, PA11, mais aussi des versions renforcées. Chacune influence différemment la résistance mécanique, la tenue thermique, la stabilité dimensionnelle, la rigidité, le comportement à l’humidité et le coût.
Le choix entre PA6 et PA12 dépend d’abord des conditions d’usage. En impression 3D en nylon, ce sont les deux bases les plus courantes hors filament nylon carbone. Le PA6 vise la performance mécanique : forte rigidité, très bonne tenue en traction et à l’usure, avec une fusion située entre 220 et 230 °C. En contrepartie, ce filament nylon absorbe facilement l’humidité, au-delà de 3 % dans certains cas, ce qui impose un séchage sérieux avant impression et une surveillance pendant le process.
En complément, le PA11 occupe une place à part. Issu d’huile de ricin renouvelable, ce polyamide combine bonne stabilité thermique, élasticité et durabilité dans le temps, notamment sous exposition UV et thermique. Selon la contrainte technique, il devient pertinent quand la tenue longue durée ou la biocompatibilité entrent dans le cahier des charges.
Le filament nylon carbone change nettement le comportement de la pièce. En ajoutant des fibres de carbone à la matrice polyamide, le matériau devient plus rigide, plus stable et plus léger, avec un gain clair en traction. La différence se joue sur le rapport poids/performance : drones, bras robotiques ou composants techniques profitent directement de cette combinaison. En pratique, une buse durcie reste indispensable, car ces charges accélèrent l’usure des éléments d’extrusion.
D’autres composites existent selon le besoin. Le nylon chargé fibre de verre conserve une part de souplesse tout en améliorant la résistance structurelle et la stabilité thermique, ce qui convient aux pièces sollicitées sur la durée. Le nylon ESD limite l’accumulation électrostatique : utile pour des supports de composants électroniques sensibles ou certains environnements ATEX. À l’inverse, certains grades carbone sont choisis pour leur faible coefficient de frottement, par exemple sur des glissières ou des paliers sans lubrification.
Un traitement entre 70 et 95 °C pendant 30 à 60 minutes, suivi d’un refroidissement lent en environnement fermé, favorise la réorganisation de la structure du polyamide. Le résultat est concret : résistance thermique et mécanique en hausse, tensions internes réduites, sans dérive géométrique notable si la descente en température reste progressive.
Augmenter le remplissage, passer sur un nylon renforcé verre ou carbone, ou choisir un filament nylon formulé « Low Warp » permet d’améliorer la durabilité et la stabilité à l’impression. Dès la phase de prototypage, ce type d’ajustement évite de compenser trop tard un manque de rigidité ou une stabilité dimensionnelle insuffisante.
Le filament nylon est un matériau technique recherché pour ses propriétés mécaniques et sa polyvalence. Le filament en nylon combine une forte résistance mécanique, une résistance aux chocs élevée, une bonne flexibilité et une faible friction : des caractéristiques utiles pour des pièces mobiles, des paliers ou des engrenages.
Sur le plan chimique et thermique, ce matériau tient bien en environnement exigeant. Sa résistance chimique face à de nombreux acides et solvants courants, ainsi que sa stabilité thermique jusqu’à environ 150 °C en service, en font une option cohérente dès que la pièce subit des contraintes répétées ou un échauffement modéré.
Le point de vigilance reste l’humidité. Le nylon absorbe vite l’eau ambiante, ce qui dégrade la fusion, la stabilité d’extrusion et les propriétés finales : un séchage sérieux et un stockage hermétique sont donc indispensables.
Le PA6 et le PA12 appartiennent à la même famille, mais leur comportement en impression diffère nettement. Le PA6 se distingue par une rigidité plus élevée et une résistance mécanique supérieure, avec une température de fusion située entre 220 et 230 °C.
En contrepartie, le PA6 absorbe plus de 3 % d’humidité. Cette sensibilité complique le séchage, augmente les risques de warping et pénalise la stabilité dimensionnelle.
Le PA12 est plus tolérant. Il absorbe moins de 0,5 % d’humidité, fond vers 178 à 180 °C et offre davantage de flexibilité, avec un allongement à la rupture supérieur, ce qui limite le gauchissement et facilite la mise en œuvre.
Le bon matériau pour le bon usage : le PA12 est à privilégier quand la précision géométrique, la stabilité et la régularité d’impression priment, tandis que le PA6 reste pertinent pour des pièces où la rigidité passe avant tout.
Le PETG et le nylon visent souvent les mêmes usages, mais pas avec les mêmes compromis. Le PETG reste plus simple à imprimer, demande moins de précautions liées à l’humidité et présente une meilleure résistance chimique face aux acides forts.
À l’inverse, le nylon apporte davantage de flexibilité, une meilleure résistance aux chocs, une tenue thermique plus élevée et un coefficient de frottement plus faible. Ces propriétés le rendent plus adapté aux pièces mécaniques sollicitées, là où le PETG convient mieux à des géométries fonctionnelles plus simples.
Même logique qu’en FDM : le nylon exige un plateau chauffant efficace, souvent une enceinte fermée, ainsi qu’un stockage sec pour préserver la qualité de fusion et la stabilité dimensionnelle sur toute la durée d’impression.