L’impression 3D de pièces fonctionnelles couvre un large spectre : choisir la bonne technologie, le bon matériau et le bon service pour produire des pièces réellement opérationnelles, engrenages, gabarits d’atelier, outillage sur mesure, pièces de rechange ou objets fonctionnels. FDM, SLA, SLS, matériaux techniques, coûts et paramètres de fabrication : l’essentiel est réuni pour produire des pièces adaptées à un usage réel.
Pourquoi choisir les imprimantes 3D pour pièces mécaniques
La fabrication additive ne sert plus seulement au prototypage. Les imprimantes 3D professionnelles permettent aujourd’hui de fabriquer une pièce destinée à travailler vraiment : élément d’assemblage, gabarit de ligne, support de capteur ou composant soumis à des efforts répétés. Le choix du matériau, posé dès la phase de conception, conditionne la durabilité réelle de la pièce.

Fabrication additive vs usinage traditionnel pour pièces techniques
L’impression 3D de pièces mécaniques a un avantage net face à l’usinage : aucun outillage préalable. Une fois le fichier validé, la fabrication peut démarrer sans moule ni programmation spécifique pour chaque nouvelle géométrie. En pratique, cela raccourcit fortement les délais, surtout pour les formes complexes.
Cette logique change aussi la conception. Canaux internes, parois fines ou contre-dépouilles deviennent accessibles sans faire grimper le coût à chaque détail ajouté. Selon la contrainte technique, la fabrication additive permet donc d’aller plus vite tout en ouvrant des géométries difficiles, voire peu pertinentes, en usinage classique.
Secteurs industriels adoptant les pièces techniques en fabrication additive
Les pièces techniques en fabrication additive sont désormais présentes dans plusieurs secteurs. Les machines industrielles et l’outillage représentent 18,5 % des usages, devant la grande consommation et l’électronique à 18 %, les véhicules motorisés à 17,3 %, le médical et le dentaire à 13,7 %, puis l’aéronautique à 12,3 %.
- Industrie et outillage : gabarits de montage, aides à l’assemblage et outils spécifiques produits directement en atelier pour éviter de bloquer une ligne.
- Automobile et aérospatial : éléments allégés, pièces d’habitacle et composants mécaniques réalisés avec des matériaux techniques, notamment des composites renforcés en fibres de carbone.
- Médical et dentaire : guides chirurgicaux, prothèses et dispositifs en résine biocompatible ou en nylon SLS.
87 % des industriels utilisent la fabrication additive pour le prototypage avant industrialisation, 76 % pour produire des pièces en petites séries, et 72 % déclarent un usage quotidien.
Avantages économiques et de conception pour la fabrication sur mesure
Une fois l’usage final défini, la conception se concentre sur la fonction de la pièce. Les contraintes liées à l’accès de l’outil coupant disparaissent, ce qui permet d’optimiser la masse, la forme et la résistance. C’est particulièrement utile pour des pièces fonctionnelles ou des pièces de rechange qui doivent s’intégrer vite dans un environnement existant.
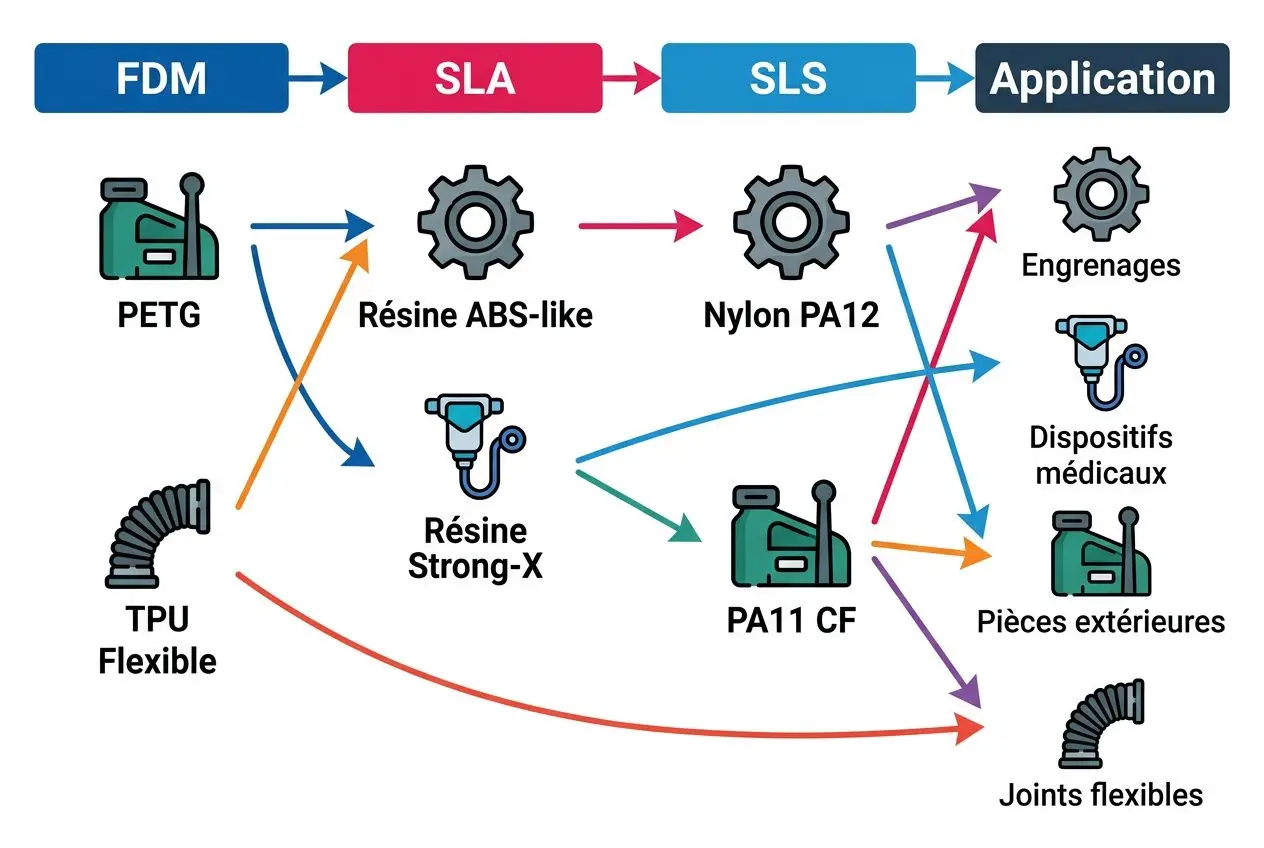
À l’inverse d’une approche purement visuelle, le choix du procédé reste décisif : le FDM convient souvent pour des gabarits, des supports et certains objets fonctionnels, la SLA pour des détails fins ou des états de surface propres, et le SLS pour des usages plus exigeants en géométrie et en comportement mécanique. C’est souvent là que se joue la durabilité réelle de la pièce.
Le calculateur de coût d’impression 3D permet de chiffrer rapidement l’impact du choix de technologie et de matériau avant de lancer une fabrication.
Abeille 3D s’adresse aux entreprises, bureaux d’études et particuliers qui veulent lancer une fabrication sans investissement initial lourd. Production en France, contrôle qualité, devis instantané en ligne et livraison gratuite : le cadre est adapté aussi bien à une pièce unique qu’à de petites séries de pièces techniques en fabrication additive.
Matériaux d’impression 3d pour le prototypage fonctionnel
Le choix du matériau détermine directement le comportement de la pièce une fois sortie machine. Choc, chaleur, flexion ou contact chimique : selon la contrainte technique, certains matériaux d’impression 3d s’imposent plus vite que d’autres. L’enjeu est simple : obtenir la résistance et la précision nécessaires sans surdimensionner le projet dès la phase de prototypage.
PETG, nylon et plastique technique en FDM fonctionnel
En FDM, le choix du filament conditionne la tenue mécanique réelle de la pièce. Le PETG pour les pièces fonctionnelles reste une base fiable : bonne résistance mécanique, légère souplesse et tenue correcte à l’humidité comme aux produits chimiques courants.
Dès que les efforts augmentent, le nylon (PA) prend le relais. Il supporte mieux les chocs, l’usure et les sollicitations répétées : engrenages, pièces mécaniques, éléments en friction. En complément, le polycarbonate (PC) vise les applications industrielles où la solidité et la résistance aux impacts doivent rester élevées.
D’autres matériaux d’impression couvrent des usages plus ciblés. L’ASA, proche de l’ABS, résiste mieux aux UV : à privilégier quand la pièce doit rester dehors. Le TPU flexible convient aux joints, aux semelles amortissantes ou aux zones qui doivent absorber les chocs, tandis que le polypropylène (PP), plus léger, s’adapte bien aux charnières soumises à de nombreux cycles de flexion.
Résines SLA et matériaux composites pour contraintes mécaniques
Le procédé SLA change la logique de sélection. La différence se joue sur l’état de surface, les tolérances et la capacité à reproduire une géométrie complexe dès la sortie d’impression.
Parmi les résines techniques, l’ABS-like reste une référence pour le prototypage avancé. Elle reproduit le comportement d’un thermoplastique d’ingénierie : rigidité, absorption des chocs et bonne cohérence pour une pièce destinée à simuler l’usage final. La résine Strong-X va plus loin sur la tenue à l’impact pour les applications mécaniquement plus sollicitées.
Les composites renforcés fibres de carbone répondent à une autre logique. En FDM, PLA CF et surtout Nylon CF apportent davantage de rigidité avec un gain de poids appréciable, ce qui les rend pertinents pour des pièces fonctionnelles où légèreté et tenue mécanique doivent coexister. À l’inverse, la résine castable en SLA brûle sans résidu : elle s’adresse à la bijouterie, à la dentisterie et aux moules de haute précision.
Les résines SLA couvrent un large spectre : optique, tenue thermique, résistance aux UV ou à l’humidité, jusqu’aux formulations polyuréthanes pour environnements sévères. Le service d’impression 3d impression 3D SLA d’Abeille 3D s’appuie notamment sur les résines ABS-like et Strong-X pour ces besoins fonctionnels.
Taux de remplissage et optimisation matière selon l’usage
Il influence à la fois le coût, le poids et la résistance de la pièce : les seuils courants sont détaillés ci-dessous.
À l’inverse, des charges importantes imposent souvent 50 % ou davantage. Cette logique vaut surtout en FDM pour des pièces fonctionnelles mécaniques, des supports structurels ou des engrenages. En SLA, l’optimisation passe plutôt par l’évidement et l’ajout de trous de drainage : moins de matière, moins de contraintes internes, et une bonne tenue de surface conservée.
- 15-20 % de remplissage : validation visuelle, maquette ou prototype peu contraint.
- 20-30 % de remplissage : réglage courant pour des pièces légèrement sollicitées, avec un bon compromis entre coût et performances.
- 50 % et plus : adapté aux éléments mécaniques soumis à des charges statiques ou dynamiques importantes.
- Matériaux flexibles (TPU) : le taux de remplissage modifie directement la souplesse finale de la pièce.
Une pièce pleine en PLA consomme environ deux fois plus de plastique qu’une géométrie équivalente évidée à 20 %, avec un impact immédiat sur le prix. Une fois la pièce validée, l’orientation d’impression, la réduction des supports et le bon réglage de remplissage peuvent faire baisser le coût global jusqu’à 40 % sans dégrader les performances attendues.
SLS et SLA pour pièces techniques sur mesure de haute précision
Dès que la géométrie se complique ou qu’une cote doit rester serrée, le SLS et le SLA prennent l’avantage sur le FDM. La différence se joue sur l’usage final de la pièce, le niveau de précision attendu et les finitions réellement utiles.
Impression 3D SLS sans supports pour géométries complexes
L’impression 3D SLS repose sur un principe simple : la poudre entoure la pièce pendant la fabrication et remplace les supports. Ce mode de frittage ouvre largement le champ de conception : canaux internes, parois fines, charnières intégrées ou volumes emboîtés deviennent accessibles sans reprise lourde après impression.
En pratique, cet avantage compte surtout sur les géométries techniques. Le SLS offre une bonne homogénéité mécanique, avec une résistance moins dépendante de l’orientation qu’en FDM. La répétabilité dimensionnelle est aussi plus stable, ce qui aide lorsqu’une pièce doit s’insérer proprement dans un assemblage.
Autre point fort : la production par lots. Plusieurs pièces peuvent être regroupées dans une même cuve de poudre, ce qui améliore le rendement matière sur les petites séries de pièces techniques sur mesure.
Côté matériaux, le PA12 reste la base industrielle la plus courante : bon équilibre entre tenue mécanique, stabilité dimensionnelle et fiabilité de process. Le PA11, notamment en version chargée carbone, est à privilégier quand la résistance monte d’un cran et que la pièce subit davantage de contraintes ou de température.
SLA haute résolution pour détails fins et finition de surface
À l’inverse, le SLA vise d’abord l’exactitude des détails et la qualité visuelle. Avec des couches comprises entre 0,075 mm et 0,015 mm, cette technologie atteint un niveau de précision difficile à retrouver en SLS ou en FDM. Ce choix se défend pour des guides chirurgicaux, des moules de précision ou certains composants optiques.
Le bon matériau pour le bon usage : la résine ne se choisit pas seulement sur son aspect. Une résine Tough supporte mieux compression et flexion, une Rigid limite les déformations, les formulations flexibles conviennent aux zones élastiques, et les polyuréthanes tiennent mieux aux UV comme à la chaleur. La Clear Resin reste indiquée quand la transparence compte.
Une fois la pièce imprimée, les finitions font réellement évoluer le résultat : nettoyage à l’alcool isopropylique, post-polymérisation UV, ponçage fin, voire lissage à la résine époxy.
Comparaison SLS et SLA selon précision, matériaux et coût
Le SLS est souvent retenu pour les formes libres sans support, avec un coût situé entre 0,20 € et 0,60 € par cm³ en PA12. Le SLA couvre davantage de formulations en résine, pour un coût de 0,15 € à 0,70 € par cm³ selon la matière choisie.
Pour donner un ordre de grandeur, une pièce de 50 cm³ en FDM PLA revient entre 2,50 € et 15 €, contre environ 35 € en SLA standard. Le SLS demande en revanche un délai de refroidissement de cuve pouvant atteindre 12 à 24 h, à intégrer dans le planning. Abeille 3D accompagne ce choix dès la phase de prototypage, à partir du fichier, des tolérances et de l’usage réel, voir : impression 3D fonctionnelle.
| Critère | FDM | SLA | SLS |
| Précision dimensionnelle | Moyenne | Très haute (0,015 mm) | Haute |
| Supports nécessaires | Oui | Oui | Non |
| Résistance mécanique | Bonne (anisotrope) | Bonne (isotrope) | Très bonne (isotrope) |
| Gamme de matériaux | Large (plastiques FDM) | Très large (40+ résines) | Limitée (nylons, composites) |
| Coût au cm³ | 0,05 € à 0,30 € | 0,15 € à 0,70 € | 0,20 € à 0,60 € |
| Finition de surface | Stries visibles | Lisse, excellente | Légèrement granuleuse |
| Idéal pour | Prototypes rapides, séries | Détails fins, précision | Géométries complexes, séries |
Choisir les bons matériaux d’impression selon l’application
Le bon matériau pour le bon usage. Un matériau résistant mal associé à l’usage final peut donner une pièce trop lourde, trop rigide, ou simplement inadaptée à son environnement.
La sélection ne se limite donc pas à opposer plastique, résine, fdm, sls ou sla. La différence se joue sur la résistance attendue, le niveau de précision, les contraintes thermiques, les efforts mécaniques et les besoins de finitions. Les sections suivantes posent des repères concrets pour choisir le bon matériau d’impression 3D.
Matériaux SLS nylon et composites pour pièce industrielle durable
En sls, l’essentiel de l’offre repose sur des thermoplastiques techniques pensés pour des pièces fonctionnelles. Le pa12 Industrial reste la base la plus polyvalente : bonne stabilité dimensionnelle, comportement fiable en atelier, tenue correcte à l’abrasion. Il convient aux pièces de rechange, aux gabarits, aux outillages et aux composants mécaniques produits en petite série.
Quand la contrainte monte, le pa11 CF renforcé fibres de carbone prend l’avantage. Il vise les pièces soumises à des efforts importants et à des températures plus élevées. Le choix entre pa11 et pa12 se tranche sur le niveau de sollicitation et la rigidité cible, pas sur le prix.
Les composites chargés en fibres de carbone ou de verre vont plus loin : meilleur rapport masse/performance, géométries complexes, comportement mécanique renforcé. En pratique, une pièce bien conçue dans ces matériaux peut concurrencer certaines pièces métalliques usinées sur le plan du rapport résistance/poids. Ces matériaux s’imposent en automobile, en aéronautique et pour des pièces de rechange durables destinées à un usage répété.
Le procédé sls ajoute un avantage décisif. L’absence de supports permet de conserver la liberté géométrique sans pénaliser la fabrication, ce qui compte dès qu’il faut produire des cavités, des charnières intégrées ou des formes techniques difficiles à obtenir autrement.
Résines SLA spécialisées pour chaque contrainte fonctionnelle
En sla, le choix de la résine se fait selon la contrainte technique. Une résine standard apporte une très bonne précision et une surface propre, mais elle reste plus fragile. Elle convient donc surtout aux maquettes visuelles, aux modèles d’aspect ou à toute pièce peu sollicitée mécaniquement.
Dès que la pièce doit encaisser des chocs ou de légères déformations, il faut passer sur une résine ABS-like ou Strong-X. La première sert bien en validation mécanique et en prototypage rigide. La seconde s’adresse à des usages plus exigeants, quand une résine standard atteint ses limites.
- Résine ABS-like : adaptée aux prototypes fonctionnels rigides, avec un comportement proche d’un thermoplastique d’ingénierie et une bonne tenue aux chocs.
- Résine Strong-X : pensée pour les pièces techniques très exposées aux impacts, à privilégier quand la résine ABS-like ne suffit pas.
- Résines polyuréthanes : utiles pour les environnements sévères avec exposition aux UV, à l’humidité ou à des températures plus élevées.
- Résine castable : formulée pour brûler sans résidu, adaptée à la bijouterie, à la dentisterie et aux moules de précision pour la cire perdue.
Les finitions après impression comptent autant que la matière : nettoyage à l’alcool isopropylique, post-cuisson UV, ponçage progressif, puis éventuellement couche de résine transparente. Le point de vigilance reste le coût, car un lissage manuel complet peut fortement alourdir le prix final.
La Clear Resin en sla répond aux besoins de transparence pour des boîtiers de capteurs ou des éléments de visualisation. En complément, le PLA compatible contact alimentaire, certifié ROHS, REACH et FDA, couvre certains usages agroalimentaires. Chez Abeille 3D, la gamme couvre PLA Pro, PETG, ABS, ASA, Nylon, TPU, GreenTec Pro et plusieurs résines techniques pour couvrir l’ensemble de ces contraintes.
Facteurs de coût et optimisation selon le matériau choisi
Le prix d’une pièce imprimée dépend de plusieurs variables : technologie, matériau, volume, complexité géométrique, résolution et finitions. Selon la contrainte technique, un réglage cohérent de l’orientation, du remplissage ou des supports peut réduire le coût jusqu’à 40 % sans dégrader les performances attendues. La différence se joue souvent sur la préparation du fichier bien avant la fabrication.
La géométrie pèse lourd dans le budget. En fdm comme en sla, trop de supports allongent l’impression puis le post-traitement. Dès la phase de prototypage, orienter la pièce pour les limiter reste l’action la plus rentable.
Le sls, lui, évite ce point par nature. Son coût au cm³ peut paraître un peu plus élevé que le fdm, mais il devient pertinent dès que la forme se complexifie ou que plusieurs pièces imprimées doivent être regroupées dans le même bain de poudre. C’est souvent un bon choix pour des séries courtes, des assemblages compacts ou des pièces fonctionnelles difficiles à produire avec supports.
Pour estimer un projet, Abeille 3D propose un calcul selon le fichier STL, le matériau retenu et le niveau de résolution visé. Le service d’impression 3d permet ainsi d’arbitrer entre fdm, sls et sla selon l’usage final, qu’il s’agisse de prototypes, de pièces de rechange ou de pièces de rechange durables. Pour produire des pièces fonctionnelles en impression 3D.
Service d’impression 3d pour pièces de rechange et maintenance
En maintenance industrielle, la fabrication additive apporte souvent un gain immédiat. Quand une ligne s’arrête pour une pièce introuvable, le coût d’immobilisation dépasse vite celui de la fabrication elle-même. Dès que le fichier est prêt, les délais peuvent passer de plusieurs semaines à quelques heures.
Production à la demande de pièces de rechange sans délai
Faire appel à un service d’impression 3d pour produire des pièces de rechange fonctionnelles supprime la dépendance fournisseur et les délais douaniers, deux blocages fréquents sur les équipements hors catalogue. Une pièce de rechange imprimée en pa12 par sls ou en résine par sla peut remplacer rapidement un composant défectueux, sans moule ni outillage. C’est à privilégier quand l’équipement est ancien, peu courant, ou quand les références d’origine ne sont plus disponibles.
- Zéro outillage : aucun moule à financer, ce qui rend les pièces de rechange durables viables même en exemplaire unique.
- Stockage numérique : les fichiers 3D remplacent une partie du stock physique, avec production uniquement à la demande.
- Réduction des arrêts : la relance est plus rapide, avec un effet direct sur la continuité de production.
- Adaptation de la géométrie : une cote peut être corrigée, une zone renforcée, ou un détail revu selon le retour terrain.
Chez Abeille 3D, le service d’impression 3d s’appuie sur un devis instantané, un paiement sécurisé SSL et une livraison gratuite en France. L’accompagnement technique sert surtout à choisir le bon couple matériau/procédé : plastique, résine, fdm, sls ou sla, selon la contrainte technique et l’usage réel de la pièce.
Rétroconception et stockage numérique pour équipements anciens
Quand les plans ont disparu, la rétroconception prend le relais. À partir d’un composant usé, la numérisation permet de reconstruire la géométrie puis de relancer la production en série courte ou à l’unité. Une fois le modèle validé, les pièces de rechange peuvent être refabriquées à la demande sans dépendre d’un stock dormant.
Cette logique change la gestion des pièces critiques. Un inventaire numérique coûte moins qu’un stock physique immobilisé, surtout pour des références rarement sollicitées. En pratique, une pièce en pa12 produite en sls offre une bonne stabilité dimensionnelle et une vraie résistance mécanique, à condition d’aligner le matériau avec l’environnement de service : effort, température, frottement ou humidité.
Paramètres et résolution pour optimiser coût et qualité de pièce
Une résolution élevée n’est pas toujours le bon choix. En sla, plusieurs niveaux sont possibles : 0,075 mm, 0,05 mm, 0,025 mm et 0,015 mm. Plus la couche est fine, plus les détails et les finitions gagnent en précision, mais le temps de production augmente aussi.
- 0,075 mm : adapté aux géométries simples, aux validations rapides et aux budgets serrés.
- 0,025 à 0,015 mm : à privilégier pour les assemblages précis, les détails fins et les surfaces qui doivent rester propres.
- fdm 0,1 mm vs 0,2 mm : descendre à 0,1 mm améliore l’aspect, mais allonge fortement le temps d’impression.
Une stratégie de paramétrage cohérente évite de surpayer des détails inutiles tout en conservant la tenue attendue.
En complément, la compatibilité chimique avec les fluides environnants, huiles, solvants ou produits de nettoyage, doit orienter le choix entre résine sla et pa12 sls avant toute autre considération. La différence se joue souvent là : une pièce visuellement précise peut échouer vite si le matériau n’est pas adapté à son environnement réel.
Foire aux questions
Le PETG est-il adapté aux pièces fonctionnelles en impression 3D ?
Oui, dans beaucoup de cas. En FDM, le PETG convient bien aux pièces fonctionnelles qui demandent une bonne résistance mécanique, un peu de souplesse et une tenue correcte face aux produits chimiques courants.
Par rapport au PLA, il absorbe moins l’humidité. Il reste aussi plus simple à imprimer que l’ABS.
À l’inverse, dès que la contrainte monte, il vaut mieux changer de famille matière : nylon, polycarbonate ou ASA selon l’environnement réel.
Quelle technologie choisir entre SLS et SLA pour une pièce fonctionnelle ?
La différence se joue sur l’usage final. Le SLS est à privilégier quand la pièce présente une géométrie complexe, qu’il faut éviter les supports, ou que la résistance doit rester homogène dans toutes les directions.
Ce procédé est très adapté aux petites séries et aux pièces fonctionnelles en PA12 ou en PA11. Une poudre nylon permet aussi de produire des formes imbriquées ou articulées en une seule fabrication, ce qui change vite l’économie d’un projet.
Le SLA répond à une autre priorité : la précision dimensionnelle et l’état de surface. Avec une résolution pouvant atteindre 0,015 mm et une large gamme de résines techniques, il sert très bien dès la phase de prototypage lorsqu’il faut valider un comportement matière, un assemblage fin ou une finition visuelle proche du produit final.
Comment réduire le coût d’une pièce fonctionnelle imprimée en 3D ?
Le premier levier reste la conception. Une orientation bien choisie limite les supports inutiles, réduit le temps machine et évite de surpayer une précision qui n’apporte rien à l’usage réel.
Ensuite, il faut dimensionner la matière au besoin : en FDM, un remplissage de 20 à 30 % suffit souvent pour une pièce peu sollicitée. Selon la contrainte technique, il est aussi utile d’ajuster la résolution plutôt que de viser systématiquement le réglage le plus fin.
En complément, le SLS permet de regrouper plusieurs pièces dans une même production pour mieux répartir les coûts. Quand la géométrie s’y prête, ce travail d’optimisation peut faire baisser la facture jusqu’à 40 % sans compromettre la résistance de la pièce.