La fabrication additive s’appuie sur une réalité physique d’atelier : une buse ou un laser dépose de la matière uniquement là où la géométrie l’exige. Le procédé construit un objet en superposant des strates successives à partir d’un modèle numérique, sans aucun retrait de matière. Cette approche bouscule complètement les règles de conception habituelles.
Fabrication additive et additive manufacturing, quelle définition ?
La norme ISO 17296-2 est claire sur ce point. La fabrication additive désigne précisément la construction d’une pièce par ajout de polymère ou de métal, contrairement à l’usinage. Le terme additive manufacturing, son équivalent anglo-saxon, s’utilise couramment dès que l’on aborde des productions critiques en aéronautique ou dans le domaine médical.
En France, l’expression désigne exactement cette même réalité technique de stratification. Vous retrouverez d’ailleurs cette définition de la fabrication additive détaillée dans des études régionales qui analysent les contraintes industrielles. C’est le cadre de référence que nous appliquons chaque jour sur nos machines.
Une fabrication couche par couche à partir d’un modèle numérique
Le processus de la fabrication additive suit toujours une logique séquentielle stricte. Le trancheur découpe votre fichier pour ordonner un dépôt de matière couche par couche sur l’axe Z. Ce principe physique dicte la résolution finale : une impression 3D SLA fige une résine liquide avec une tolérance dimensionnelle de ±0,1 mm.
- Fichier CAO : le logiciel génère un volume strict qui fixe les tolérances attendues pour la fabrication.
- Format STL : ce maillage triangule votre modèle 3D pour transmettre des coordonnées géométriques brutes à la machine.
- Découpe en couches : le slicer segmente la pièce et génère le parcours d’outil, dictant chaque mouvement d’impression.
- Dépôt matière : l’équipement exécute la méthode choisie pour empiler la matière jusqu’à la solidification totale.
L’orientation des couches conditionne la tenue mécanique de la pièce bien plus que le simple choix du matériau. C’est ici que l’expérience d’atelier tranche les décisions. Si votre fichier est prêt, notre outil d’impression 3D en ligne chiffre immédiatement la production selon la technologie requise.
Prototypage rapide, première application historique de l’impression 3D
Historiquement, le prototypage rapide désigne la validation physique d’un assemblage avant de lancer un moule d’injection coûteux. Ce besoin initial a structuré l’industrie pour réduire les cycles de développement. Tester un boîtier imprimé en 48 heures évite des erreurs de conception critiques en aval.
L’atelier ne se limite plus à la validation de forme. Nous fabriquons des supports fonctionnels durables, notamment via notre service d’impression 3D FDM en PETG ou en Nylon. La solidité de ces polymères techniques efface la frontière historique entre le prototype et la petite série.
Fabrication additive vs fabrication soustractive, quelle différence ?
Un tour à commande numérique enlève du métal d’un bloc massif, générant d’importants copeaux. À l’inverse, les procédés additifs placent la matière exclusivement sur les zones utiles de la pièce. La différence se joue sur la géométrie : la fabrication additive permet d’intégrer des canaux internes qu’une fraiseuse ne pourra physiquement jamais usiner.
L’usinage reste le procédé à privilégier pour obtenir des états de surface inférieurs à Ra 0,8 µm sur des métaux de grande dureté. En pratique, nous privilégions la fabrication additive dès que vous demandez des géométries complexes sans surcoût d’outillage. Le choix du procédé se fait toujours en fonction des contraintes réelles de votre cahier des charges.
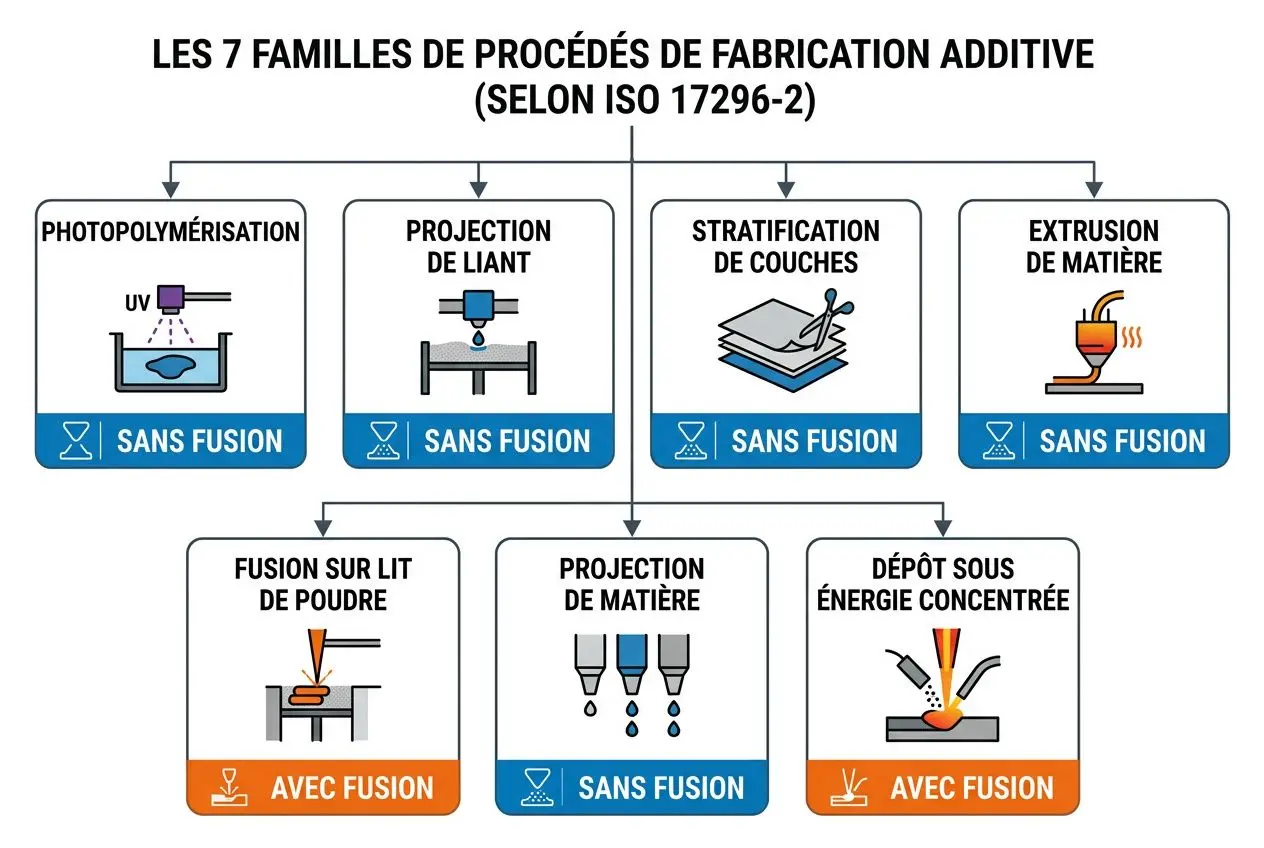
Les 7 familles de technologie et techniques d’impression 3D
La norme ISO 17296-2:2015 répartit la fabrication additive en sept catégories distinctes, de la photopolymérisation au dépôt sous énergie concentrée. Chaque technologie obéit à des contraintes physiques précises : résolution, résistance, volume de fabrication. Ces procédés de fabrication déterminent d’emblée la faisabilité d’un projet en atelier.
FDM et SLA, deux procédés d’impression accessibles et polyvalents
Parmi les différentes techniques d’impression 3D, le procédé FDM et le procédé SLA dominent respectivement la production thermoplastique et résine. Le premier repose sur le dépôt de fil fondu : la matière est extrudée couche par couche sur le plateau d’impression. Le second photopolymérise une résine liquide via un laser UV, avec des strates comprises entre 0,015 mm et 0,075 mm.
- Résolution FDM : l’épaisseur de couche varie de 0,1 mm à 0,3 mm, ce qui offre une précision XY suffisante pour des prototypes mécaniques fonctionnels.
- Résolution SLA : les strates descendent à 0,015 mm, rendant visibles des détails inférieurs à 0,5 mm, indispensable pour les pièces techniques exigeant un état de surface soigné.
- Post-traitement : la SLA impose un lavage à l’alcool isopropylique suivi d’une polymérisation UV; la FDM demande le retrait des supports, rien de plus.
En atelier, le procédé SLA s’impose dès qu’une pièce requiert des tolérances serrées ou un état de surface fini. Pour des contraintes mécaniques durables, nous privilégions le PETG ou le Nylon. La sélection du matériau conditionne directement la tenue de l’assemblage dans le temps.
| Critère | FDM | SLA |
| Matériau | Filament thermoplastique (PLA, ABS, Nylon, TPU…) | Résine photosensible liquide (standard, ABS-like, Strong-X, castable) |
| Épaisseur de couche | 0,1 mm à 0,3 mm | 0,015 mm à 0,075 mm |
| État de surface | Stries inter-couches visibles | Surface lisse, détails très fins |
| Remplissage interne | Variable | Généralement plein (résine liquide) |
| Applications cibles | Pièces fonctionnelles, prototypes mécaniques, petites séries | Figurines, prototypes visuels, pièces techniques de précision |
| Post-traitement | Retrait supports, ponçage, lissage époxyde | Nettoyage IPA, post-cure UV, ponçage optionnel |
Fusion sur lit de poudre et projection de liant pour les métaux
La fusion sur lit de poudre reste le procédé de référence pour produire des géométries métalliques complexes. Le procédé SLS, utilisé sur polymères, et ses variantes métalliques appliquent une fusion laser pour agglomérer la matière couche après couche. La poudre non fondue joue le rôle de support structurel, ce qui autorise des cavités internes irréalisables par tout autre procédé.
La projection par jet de liant (binder jetting) pulvérise un agent fixateur sur la poudre, puis soumet la pièce verte à un cycle de frittage en four. Ce procédé permet de consolider des métaux réfractaires, comme le carbure de tungstène, que les faisceaux thermiques ne peuvent pas traiter directement. La résistance mécanique finale dépend exclusivement du cycle de chauffe appliqué en aval.
Pour la fabrication de pièces massives en métal, le WAAM dépose jusqu’à 3 kg d’alliage par heure via un arc électrique. Cette technologie produit de grandes structures que les plateaux de fusion sur lit ne peuvent pas accueillir. Le coût d’exploitation est nettement inférieur à celui des systèmes à base de poudre.
Technologies émergentes au-delà des procédés classiques
Les technologies de fabrication additive repoussent continuellement les limites des machines standards. La xolographie illumine un volume entier de résine en une seule passe, ce qui accélère sensiblement la production par rapport aux méthodes classiques. Ces avancées exigent toutefois une validation rigoureuse avant toute intégration sur nos bancs d’essai.
L’impression 4D programme une déformation contrôlée de la matière en réponse à un stimulus thermique ou mécanique. Cette technique de fabrication additive ouvre la voie à des implants médicaux ou à des assemblages auto-déployables. L’additive manufacturing s’affranchit ainsi de ses origines purement géométriques pour traduire physiquement votre modèle numérique.
Avantages, limites et applications de la fabrication de pièces
L’usinage d’une cavité interne fait exploser les coûts, là où la fabrication additive l’imprime sans surcoût. Ce procédé de fabrication additive s’impose logiquement dès que la liberté géométrique devient un impératif technique. Dans les faits, le choix de cette méthode dépend directement de vos tolérances et du volume de fabrication visé.
Liberté de conception et intégration de fonctions pour chaque pièce
La fabrication additive métallique en titane ou Inconel autorise des canaux de refroidissement internes que l’usinage ne peut tout simplement pas produire. Sur ce terrain de la géométrie complexe, la technologie surpasse très nettement le moulage traditionnel. Concrètement, la complexité d’une pièce n’impacte plus son coût de revient.
- Géométries complexes : les canaux internes et les mailles fines se forment en une seule passe, sans assemblage externe.
- Intégration de fonctions : regrouper un clip et une charnière sur un même corps réduit les temps de montage de façon significative.
- Production à la demande : l’impression démarre dès la validation du fichier numérique, supprimant tout outillage dédié.
En pratique, l’additive métal dépose la matière strictement là où les contraintes mécaniques l’exigent. Face à l’usinage classique, les économies de matière première sont massives sur les alliages coûteux. C’est ce paramètre précis qui justifie le recours intensif à cette technologie dans les industries de pointe.
Fabrication additive métallique, secteurs aéronautique et médical
Si le prototypage rapide se résumait initialement à valider un concept physique, l’industrie a largement dépassé ce stade. Une proportion majeure des éléments issus de fabrication sont aujourd’hui des composants fonctionnels définitifs. Cette évolution traduit l’amélioration continue des résistances mécaniques, aussi bien pour les thermoplastiques que pour les alliages.
L’aéronautique et le médical poussent la fabrication additive métal vers ses limites mécaniques. Une aube de turbine produite par fusion laser atteint désormais la résistance d’un composant forgé classique. Des implants sur-mesure sortent de la poudre en quelques jours, court-circuitant les délais des procédés conventionnels.
Pour des volumes mesurés en polymère, Abeille 3D accompagne les bureaux d’études qui exigent des pièces fonctionnelles sous 48 heures. Nous privilégions les technologies FDM et SLA pour des séries allant jusqu’à 10 000 unités. Au-delà de ce seuil par pièce, l’injection plastique redevient systématiquement le choix le plus rentable.
Limitations actuelles et conditions de compétitivité
Le coût d’un équipement industriel de fusion sur lit de poudre dépasse très souvent le demi-million d’euros. La matière première certifiée constitue une charge financière récurrente à chaque cycle de production. Le dépôt couche par couche maintient des temps de cycle structurellement supérieurs à ceux de l’emboutissage.
Le véritable défi de la série reste la répétabilité dimensionnelle et mécanique d’une impression à l’autre. Assurer la constance d’un lot exige un contrôle strict de la température, de la poudre ou de la vitesse d’extrusion selon le procédé de fabrication additive retenu. C’est pour garantir cette fiabilité que nous contrôlons votre commande pièce par pièce chez Abeille 3D.
Foire aux questions
Qu’est-ce que la fabrication additive en termes simples ?
La fabrication additive désigne la construction d’un objet par superposition successive de couches de matière, à partir d’un fichier CAO. Le terme additive désigne précisément ce principe d’empilement, formalisé par la norme ISO additive manufacturing. Concrètement, c’est l’opération que réalise chaque imprimante FDM ou SLA à chaque cycle de fabrication.
Quelle est la différence entre la fabrication additive et la fabrication soustractive ?
L’usinage traditionnel retire de la matière dans un bloc brut jusqu’à atteindre les cotes finales. La fabrication additive, à l’inverse, construit la pièce dans le vide en déposant uniquement la matière strictement nécessaire. La différence se joue sur l’accès aux géométries usinables : canaux de refroidissement internes, cavités entièrement fermées, structures en treillis.
Quelles sont les 7 familles de fabrication additive selon la norme ISO ?
La norme ISO distingue sept familles : l’extrusion de matière, la photopolymérisation en cuve, la projection de matière, la projection de liant (binder jetting), la fusion sur lit de poudre, le dépôt d’énergie dirigée et la stratification de feuilles. La fusion sur lit de poudre recouvre le frittage laser, qu’il s’agisse du SLS ou du DMLS, appliqué à la poudre polymère ou métallique. À mon sens, cette technique reste le référentiel industriel dès lors que la résistance mécanique constitue la contrainte principale.