
Le filament TPU flexible impression 3D cumule souplesse, tenue mécanique et résistance aux chocs : choisir la bonne dureté shore et maîtriser les paramètres d’impression 3D fait la différence entre une pièce fonctionnelle et une pièce qui se délamelle. Il permet d’obtenir des pièces souples, élastiques et durables, pour un prototype fonctionnel comme pour une pièce technique.
Le filament TPU flexible, c’est quoi exactement
Le TPU, ou polyuréthane thermoplastique, est la référence la plus courante dans la famille des filaments flexibles en FDM. Ce matériau réunit souplesse, tenue mécanique et résistance aux chocs.

Définition et famille des filaments 3D flexibles
Le TPU appartient à la famille des TPE, c’est-à-dire des matériaux de type élastomère thermoplastique. Dans ce groupe, on retrouve aussi le TPC et le TPS. En pratique, le TPU flexible est le plus utilisé, car il s’imprime sur la plupart des extrudeurs direct-drive sans modification, contrairement au TPC ou au TPS qui exigent des réglages plus fins.
Ce filament pour imprimante 3D a une particularité très recherchée : il reprend sa forme après déformation. Une pièce peut être pliée, comprimée ou tordue, puis retrouver son état initial.
- Famille TPE : le TPU est un TPE conçu pour se déformer sans casser.
- Diamètre standard : il existe notamment en filament flexible 1,75 mm, un diamètre compatible avec la majorité des imprimantes FDM.
- Retour de forme : les objets souples imprimés conservent leur capacité à revenir à leur géométrie initiale après sollicitation.
Chez Abeille 3D, le filament TPU flexible est proposé dans le cadre du service d’impression FDM, en noir et en blanc. À privilégier quand la pièce doit garder une vraie élasticité sans perdre en tenue mécanique, dès la phase de prototypage.
Propriétés élastiques et mécaniques du filament TPU
Le TPU absorbe les impacts, supporte des déformations répétées et limite la casse sur les zones sollicitées. Ce point compte particulièrement pour des objets souples manipulés souvent ou exposés à des contacts répétés.
Autre atout concret : son excellente adhérence entre les couches. Une fois la pièce validée, cette cohésion interne améliore la tenue globale, surtout sur les formes fines ou les zones qui travaillent en flexion. En complément, le matériau résiste bien aux huiles et aux graisses, ce qui ouvre des usages en environnement technique.
- Élasticité : le filament TPU accepte des déformations importantes puis retrouve sa forme.
- Résistance à l’usure : utile pour des pièces en frottement, comme des semelles ou des joints.
- Adhérence inter-couches : particulièrement utile sur les parois fines inférieures à 1 mm où d’autres filaments flexibles se décollent.
- Résistance chimique : le matériau tient bien face aux huiles et aux graisses.
C’est pour cela qu’il est souvent retenu pour des pièces souples à fonction réelle plutôt que pour de simples pièces visuelles.
TPU vs autres filaments, quelles différences concrètes
Face au PLA, à l’ABS ou au PETG, le flexible TPU occupe une place à part. Le PLA reste rigide et cassant sur certains efforts, le PETG absorbe mieux les contraintes mais ne devient pas réellement flexible, et l’ABS n’apporte pas cette capacité de déformation utile. Selon la contrainte technique, le TPU devient pertinent dès que la pièce doit fléchir, amortir ou épouser une surface.
Le choix passe aussi par la dureté shore. Plus cette valeur est basse, plus la sensation sera souple; plus elle monte, plus la pièce gagnera en maintien. La différence se joue sur des usages très concrets : protections, joints, patins ou autres pièces souples destinées à un usage répété.
Pour aller plus loin dans la comparaison des matériaux d’impression 3D, consultez le guide des matériaux disponible sur le site Abeille 3D.
Filament TPU, caractéristiques et duretés Shore
La dureté Shore détermine le comportement réel de la pièce bien avant la couleur ou le format de bobine. Elle conditionne la souplesse, la flexibilité, la capacité à reprendre sa forme après déformation, mais aussi la facilité à imprimer proprement un filament TPU.
Comprendre l’échelle de dureté Shore pour le TPU
La principale caractéristique du filament TPU à lire sur une fiche technique reste la dureté Shore A. Elle mesure la résistance à l’enfoncement d’un matériau souple. Plus la valeur monte, plus le TPU se déforme moins facilement : la pièce reste moins élastique, avec une flexibilité plus contenue.
Les grades courants s’étendent généralement de 85A à 98A. Un filament TPU 85A donne un comportement très souple, proche d’un caoutchouc compressible. À l’inverse, un 96A ou 98A devient plus ferme, donc plus simple à guider en extrusion et souvent plus tolérant sur une imprimante FDM.
La différence se joue sur l’usage final : un joint, une protection absorbante ou une pièce de contact n’attendent pas la même élasticité. La dureté choisie conditionne à la fois le ressenti en main, la tenue en service et le niveau de difficulté au moment d’ imprimer.
| Dureté Shore | Flexibilité | Difficulté d’impression | Usage typique |
| 85A (filament TPU 85A) | Très élevée | Difficile | Joints très souples, amortisseurs |
| 90A | Élevée | Modérée | Semelles, protections flexibles |
| 95A (filament TPU 95A) | Moyenne à élevée | Bonne maniabilité | Coques, courroies, pièces techniques |
| 98A | Faible à modérée | Facile | Pièces semi-rigides, débutants |
Filament TPU 95A, le choix équilibré pour bien débuter
Le filament TPU 95A reste le grade le plus simple à recommander pour démarrer. Il conserve une vraie souplesse, sans devenir trop instable dans le système d’ extrusion.
Sa dureté intermédiaire permet d’obtenir des pièces encore déformables, mais assez stables pour limiter les risques de bourrage, de compression du filament dans le chemin matière ou de sous- extrusion. Cette plage, souvent comprise entre 92A et 98A, convient bien aux imprimantes qui ne sont pas optimisées au départ pour les matériaux très souples.
Formats, coloris et variantes disponibles sur le marché
Le marché propose des bobines de 500 g à 1 kg, avec un large choix de teintes standard : noir, blanc, gris, bleu et rouge couvrent la majorité des usages techniques. À privilégier quand la pièce doit rester lisible, identifiable ou cohérente avec un produit existant.
En complément, il existe des variantes translucides, fluo, arc-en-ciel, color-change ou glow in the dark. Selon la contrainte technique, vérifiez surtout la valeur Shore et le type de réticulat annoncé : un filament arc-en-ciel ou color-change peut masquer un grade différent du 95A standard.
Chez Abeille 3D, l’impression FDM en filament TPU est proposée en noir et en blanc. Pour une couleur particulière, un grade très souple ou un besoin proche d’un filament TPU 85A plutôt que d’un filament TPU 95A, il vaut mieux valider la disponibilité matière dès la phase de prototypage.
TPU flexible, comment optimiser la souplesse en impression
La dureté shore d’un filament souple donne le point de départ. Elle indique le potentiel de souplesse, mais elle ne suffit pas à prédire le comportement final. En pratique, ce sont surtout les réglages d’impression, remplissage, motif interne, nombre de murs et hauteur de couche, qui pilotent la flexibilité et l’ élasticité de la pièce.
Remplissage et motif, les clés de la flexibilité TPU
En impression TPU flexible, le taux de remplissage reste le levier le plus direct. Plus il est bas, plus la pièce conserve la souplesse naturelle du matériau. Dès qu’il monte trop, le TPU perd une partie de son intérêt : la pièce devient plus ferme, parfois trop proche d’un comportement semi-rigide.
Chez Abeille 3D, une plage de 20 à 30 % convient bien aux pièces fonctionnelles standards, sans contrainte mécanique particulière.
- Remplissage 20 à 30 % : plage adaptée pour conserver la souplesse du TPU sur des usages courants, comme un cache, un passe-câble ou un appui antidérapant.
- Motif gyroïde : particulièrement adapté aux filaments flexibles, car il répartit les efforts de façon homogène tout en limitant la matière.
- Nombre de murs : plus les périmètres sont nombreux, plus la périphérie se rigidifie, même avec un remplissage central faible.
- Couches solides supérieures : avec peu de remplissage, en augmenter le nombre aide à garder une surface supérieure propre et cohérente.
La différence se joue sur l’accord entre grade shore, densité de remplissage et motif interne. Un TPU shore 85A bien choisi peut offrir beaucoup d’ élasticité, mais un paramétrage trop dense annule vite ce bénéfice.
Résolution de couche et impact sur la qualité de surface
Une fois la déformation mécanique cadrée, la hauteur de couche devient le second vrai levier. Abeille 3D travaille avec quatre niveaux en TPU : 0,1 mm, 0,15 mm, 0,2 mm et 0,3 mm.
À 0,1 mm, le rendu est plus fin et les détails sont mieux tenus. En contrepartie, le temps d’impression augmente nettement. À l’inverse, 0,3 mm permet d’aller plus vite, avec des stries de surface plus visibles. Selon la contrainte technique, 0,15 mm reste souvent le meilleur compromis pour une pièce en TPU flexible où la fonction prime sur l’esthétique.
Paramètres d’impression du filament TPU sur imprimante 3D
Imprimer du TPU demande plus de méthode qu’un PLA ou qu’un PETG. La différence se joue sur quelques points très concrets : vitesse d’impression, température, rétraction, adhérence au plateau et stabilité de l’extrusion.
Vitesse, température et rétraction : les trois réglages clés en FDM
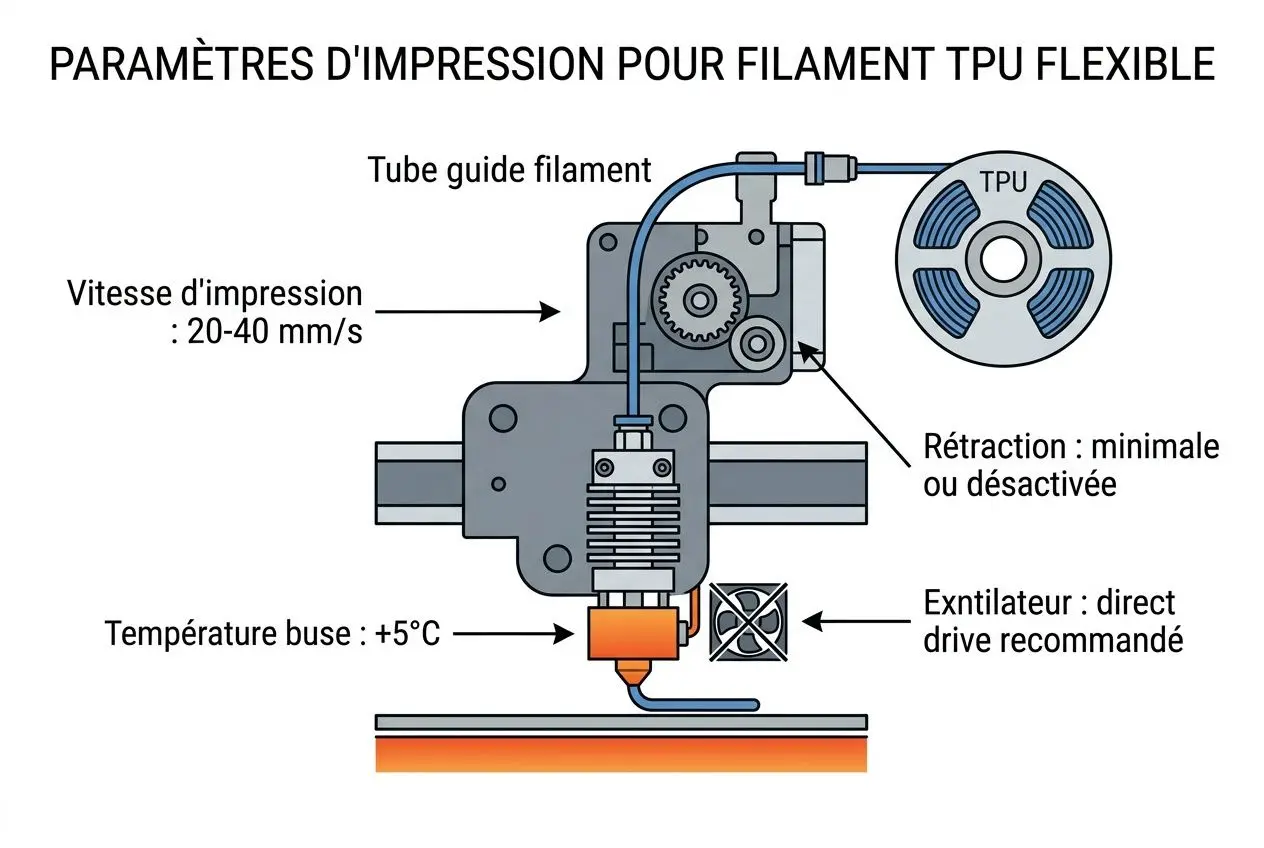
Trois leviers dominent la configuration d’un filament tpu imprimante 3d en FDM. D’abord la vitesse d’impression : 20 mm/s reste une base sûre, et 30 à 40 mm/s constitue un plafond raisonnable, avec une vitesse volumétrique limitée à 1,5 mm³/s. Au-delà, le filament TPU se comprime dans le système d’extrusion et les bourrages deviennent fréquents.
- Température de buse : prévoir environ 5 °C de plus que la recommandation standard du fabricant pour garder un flux régulier.
- Rétraction : commencer sans rétraction, puis l’ajuster très progressivement si du stringing apparaît; une valeur trop élevée perturbe l’avance du TPU flexible et peut boucher la buse.
- Ventilateur : le laisser éteint pendant l’impression favorise l’adhérence entre les couches et évite un refroidissement trop brutal.
Pour replacer ces réglages dans leur contexte, la page impression 3D explications d’Abeille 3D détaille les principes FDM et SLA, utiles dès que l’on cherche à comprendre pourquoi un filament souple réagit différemment.
Adhérence au plateau et préparation de l’extrudeur
Une fois la buse correctement réglée, l’attention se porte sur le plateau. Le TPU présente une forte adhérence sur certaines surfaces : un écart buse/plateau mal calibré complique autant le démarrage que le retrait de la pièce. Un Brim aide à stabiliser la première couche; sur verre, le Magigoo Flex est adapté, tandis qu’un plateau PEI texturé fonctionne généralement sans ajout.
Le choix de l’extrudeur change beaucoup la fiabilité. Pour imprimer un filament tpu en diamètre 1,75 mm, le direct drive est à privilégier quand l’objectif est de limiter la déformation du matériau avant la buse. À l’inverse, un Bowden laisse davantage d’espace autour du filament souple, ce qui favorise sa compression ou son enroulement avant l’extrusion.
Bourrages et glissements : points de vigilance en impression TPU
Le défaut le plus courant reste le bourrage. Il apparaît souvent après une vitesse trop élevée, une rétraction excessive ou un chemin d’extrusion encrassé. Un nettoyage de la buse, du guide-filament et du mécanisme d’entraînement réduit nettement le risque.
En complément, la tension du système d’entraînement doit rester mesurée. Trop faible, elle provoque du glissement et une sous-extrusion; trop forte, elle déforme le filament avant la zone chaude et déclenche les mêmes bourrages qu’une vitesse excessive. L’idler se règle aussi avec prudence lors du chargement, afin d’éviter qu’un TPU flexible ne s’enroule autour de la roue d’entraînement.
Applications du filament TPU et finitions possibles
Une fois la géométrie validée, le choix d’usage et de finition devient central. Le filament TPU couvre un champ large : protections, pièces d’usure, interfaces souples et composants techniques. En pratique, le post-traitement améliore nettement l’aspect d’une pièce en impression 3D, à condition de tenir compte de sa souplesse.
Cas d’usage du TPU transparent et des pièces fonctionnelles
Les applications TPU concernent d’abord les pièces fonctionnelles. Joints d’étanchéité, semelles, coques de protection pour téléphones ou caméras, courroies, roues pour robots ou avions radiocommandés : le TPU flexible est à privilégier quand la pièce doit absorber un choc, suivre une déformation ou retrouver sa forme sans casser.
Abeille 3D propose un service FDM adapté à ces besoins : filament TPU flexible pour prototypes, pièces de rechange et petites séries. Ce type de filament TPU flexible permet alors de valider la géométrie, la tenue mécanique et le niveau de flexibilité attendu avant de lancer une série. Des grades spécifiques existent aussi pour les prothèses et orthèses, selon la contrainte technique : biocompatibilité, précision dimensionnelle et comportement élastique.
Post-traitement et finition de surface des pièces TPU
Le TPU transparent, ou plus exactement translucide dans la plupart des cas, est recherché pour certaines pièces où l’on souhaite laisser passer la lumière ou rendre un composant visible : diffuseurs, capots, éléments d’affichage. À l’inverse d’un matériau rigide, un TPU transparent demande une finition mesurée, car sa déformation sous effort complique les gestes de reprise.
La différence se joue sur la méthode retenue. Le ponçage reste possible, mais seulement de façon légère et sur des zones bien maintenues. Pour lisser la surface, une fine couche de résine époxyde comble efficacement les stries laissées par l’ impression 3D. Une peinture peut ensuite être appliquée, à condition de choisir une formulation compatible élastomère pour conserver le caractère souple de la pièce.
- Lissage à la résine époxyde : une couche fine réduit les stries et homogénéise le rendu de surface.
- Ponçage léger : utile sur les zones accessibles, avec précaution pour éviter toute déformation.
- Peinture : possible après lissage, avec des produits compatibles pour préserver la souplesse.
Le TPU donne de très bons résultats sur des pièces techniques, amortissantes ou souvent manipulées, mais il atteint plus vite ses limites dès qu’une exigence purement cosmétique domine. Pour conjuguer rendu propre et flexibilité, le lissage époxyde reste la méthode la mieux adaptée aux pièces qui doivent conserver leur allongement sans fissurer la finition.
Pour approfondir les propriétés mécaniques du filament TPU, cette ressource sur le filament TPU flexible apporte un cadre utile à l’évaluation des performances réelles.
Foire aux questions
Quel est le filament TPU le plus flexible ?
Le grade shore 85A est le plus souple disponible sur le marché. Il donne des pièces très molles, avec un comportement proche d’un caoutchouc doux. En pratique, cette souplesse élevée complique aussi l’impression : le filament TPU peut se comprimer dans le système d’entraînement avant même d’atteindre la buse.
Pour garder une bonne flexibilité sans rendre l’ impression 3D trop instable, les grades 90A et 95A sont souvent à privilégier quand il faut concilier déformation, tenue de forme et régularité d’extrusion. Un flexible TPU en 95A ou 98A reste généralement le meilleur point de départ pour découvrir les filaments flexibles, avant de passer vers des versions plus élastiques et plus délicates à imprimer, comme le TPU flexible 85A.
Comment rendre une pièce TPU plus flexible à l’impression ?
La flexibilité d’une pièce en filament TPU flexible se règle d’abord dans le slicer. Trois paramètres déterminent la souplesse finale : le remplissage, le nombre de périmètres et la géométrie interne. Un taux de remplissage entre 15 % et 25 % augmente nettement la souplesse, tandis qu’un motif gyroïde répartit mieux les contraintes dans la matière.
En complément, réduire le nombre de parois rend la pièce plus facilement déformable. Dès que l’usage demande un comportement plus élastique, il est aussi pertinent de choisir un grade shore plus bas, par exemple 88A au lieu de 95A. Même logique qu’en FDM classique : moins de matière structurante, plus de déformation possible.
Quelle est la différence entre le TPU et le filament flexible TPE ?
Le TPE désigne une famille de matériaux. Elle regroupe plusieurs élastomères thermoplastiques, dont le TPU, le TPC et le TPS. Le filament flexible TPU n’est donc pas un matériau distinct du TPE au sens large : c’est l’un de ses grades, avec un positionnement plus technique.
Selon la contrainte technique, le TPU se distingue par une meilleure résistance à l’usure, une bonne tenue face aux huiles et graisses, ainsi qu’une meilleure adhérence entre couches. Le TPU vise la polyvalence, tandis que d’autres filaments flexibles en TPE répondent à des besoins plus spécifiques : souplesse extrême, résistance chimique particulière ou coût réduit.