Mon panier
VideVotre panier est vide.

Ce comparatif matériaux 3d recense les filaments FDM et les résines SLA disponibles chez Abeille 3D : résistance mécanique, tenue thermique, résistance chimique, rigidité et facilité d’impression, depuis les prototypes visuels jusqu’aux pièces fonctionnelles.
En FDM, la majorité des filaments reposent sur des polymères thermoplastiques. Cela couvre le PLA, le PETG, l’ABS, mais aussi l’ASA, le nylon, le TPU ou le PET dans certaines variantes techniques. Selon la contrainte technique, il faut arbitrer entre performance, coût, rendu de surface et conditions machine.

| Matériau | Temp. extrusion | Résistance thermique | Facilité d’impression | Résistance aux UV | Usage principal |
| PLA | 190-220°C | 40-60°C | Très facile | Bonne | Prototypes, décoratif |
| PETG | 230-250°C | 60-80°C | Facile | Bonne | Pièces fonctionnelles, contenants |
| ABS | 220-250°C | 70-90°C | Moyenne | Faible | Mécanique, technique |
| ASA | 230-260°C | 80-95°C | Moyenne | Excellente | Extérieur, intempéries |
| Nylon | 240-270°C | 100°C+ | Difficile | Moyenne | Engrenages, usure |
| TPU | 220-240°C | 60-80°C | Moyenne | Bonne | Joints, semelles, coques |
| Polycarbonate | 260-310°C | ~150°C | Très difficile | Moyenne | Industriel, haute contrainte |
Le nylon est choisi quand l’usure, le frottement et la résistance mécanique priment : engrenages, glissières, pièces sollicitées de façon répétée. Son point sensible reste l’humidité. Ce matériau hygroscopique doit être séché avant impression, faute de quoi la surface se dégrade et la performance finale chute. Pour élargir la lecture des procédés et des matériaux d’impression 3d, la page matériaux impression 3D apporte un complément généraliste utile.
Le TPU est le thermoplastique flexible de référence. Il absorbe bien les chocs, supporte les déformations répétées et convient aux joints, semelles, silentblocs ou coques souples. En pratique, une extrudeuse directe et une vitesse réduite autour de 30 mm/s limitent les risques de bourrage.
À l’inverse, l’ASA vise les pièces exposées dehors. Il reprend la logique de l’ABS pour la rigidité et la tenue mécanique, tout en ajoutant une meilleure stabilité aux UV et aux intempéries. C’est à privilégier quand la pièce reste durablement en extérieur.
Quand les contraintes montent encore, il faut passer sur des filaments techniques plus exigeants. Le polycarbonate fait partie de ces solutions orientées performance : excellente résistance aux chocs, forte résistance thermique avec une transition vitreuse autour de 150°C, et applications sous charge ou en environnement chaud.
En contrepartie, les conditions d’impression deviennent nettement plus strictes : buse entre 260 et 310°C, plateau au-delà de 100°C et enceinte chauffée au-dessus de 50°C pour les pièces à parois épaisses. La différence se joue sur la stabilité thermique de la machine. Sans chambre adaptée, le warping et les délaminages apparaissent vite.
Dès la phase de prototypage, les composites chargés peuvent aussi faire la différence. Un nylon renforcé en fibres de carbone augmente la rigidité et améliore le ratio poids/résistance, ce qui intéresse la robotique ou l’aéromodélisme. Ces matériaux abrasifs imposent toutefois une buse en acier trempé.
Le PLA chargé en fibres de carbone constitue une porte d’entrée plus simple vers ces filaments techniques. Il reste plus accessible à imprimer que le nylon renforcé, tout en apportant un gain de rigidité. Le bon matériau pour le bon usage : ce type de filament convient surtout aux gabarits, supports légers ou pièces d’aspect rigides, quand la tenue aux chocs, à la chaleur ou aux solvants n’est pas prioritaire.
Il n’existe pas de matériau idéal universel en fabrication additive. Chaque matériau d’impression 3D impose un compromis entre propriétés mécaniques, propriétés thermiques, facilité d’impression et budget. Pour choisir juste, Abeille 3D recommande de partir de trois points concrets : la fonction de la pièce, son exposition réelle à la chaleur ou à l’humidité, puis les limites de la machine disponible.
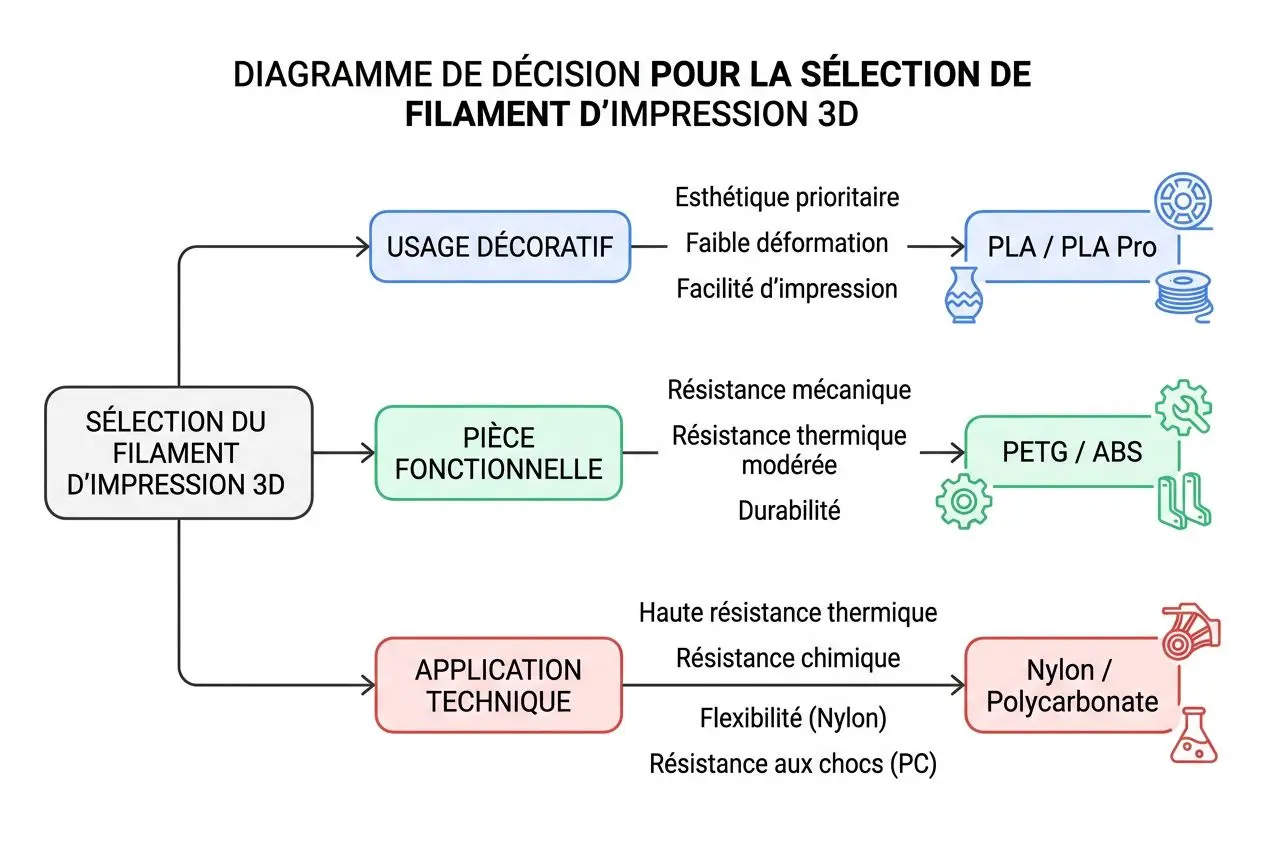
La comparaison des matériaux d’impression 3D commence toujours par l’usage. Une pièce visuelle, un gabarit simple ou un prototype de validation esthétique n’ont pas besoin du même niveau de performance qu’un support technique, un engrenage ou un carter soumis à des efforts. La différence se joue sur le niveau de contrainte accepté en service.
Dès que la pièce travaille en frottement, le raisonnement change. Pour des guides, paliers ou engrenages, le nylon se distingue par sa ténacité et son faible coefficient de friction : une version chargée fibres de carbone améliore encore la rigidité et la résistance à l’usure.
La résistance thermique ne se lit pas seulement sur une fiche produit : elle dépend directement de la famille de thermoplastique utilisée. Le PLA, extrudé autour de 190 à 220 °C, commence à se déformer entre 40 et 60 °C. Pour une pièce exposée à la chaleur, dans un habitacle ou près d’une source chaude, ce n’est généralement pas suffisant.
À l’inverse, d’autres polymères tiennent mieux en service : le PETG couvre souvent la plage 60 à 80 °C, l’ABS autour de 70 à 90 °C, et le nylon peut dépasser 100 °C selon les formulations. Le polycarbonate va plus loin, avec une résistance thermique pouvant approcher 150 °C.
La lecture thermique ne suffit pas. Il faut aussi évaluer la résistance aux chocs, la rigidité et la flexibilité de la pièce finie. Le polycarbonate se distingue par une forte résistance aux chocs parmi les polymères courants, tandis que le TPU absorbe bien les vibrations; le nylon, lui, accepte des déformations répétées sans rupture brutale.
Une fois le besoin matière défini, la machine pose le cadre. Température de buse, plateau chauffant, enceinte fermée et type d’extrusion filtrent immédiatement les types de filaments 3D compatibles. Imprimer un filament technique comme le polycarbonate sans enceinte favorise le warping; à l’inverse, utiliser un extrudeur Bowden avec du TPU augmente nettement le risque de bourrage.
En complément, certains filaments techniques demandent une vigilance matière avant même l’impression : le nylon, par exemple, supporte mal l’humidité et perd en régularité s’il n’est pas correctement stocké. Le PET et le PETG restent plus tolérants sur ce point, ce qui peut faire la différence en atelier lorsque la répétabilité compte autant que la performance.
Abeille 3D s’appuie sur des équipements adaptés à une large gamme de matériaux d’impression 3D, des filaments techniques aux résines de précision, avec un accès aux résines impression SLA haute précision pour les applications où l’état de surface et la finesse priment.
Les filaments FDM et les résines SLA relèvent de deux logiques de fabrication distinctes. Le FDM mise sur la variété des polymères, la résistance mécanique et des volumes d’impression plus importants. La SLA, à l’inverse, se distingue par sa précision dimensionnelle et son état de surface, avec un volume d’impression plus limité.
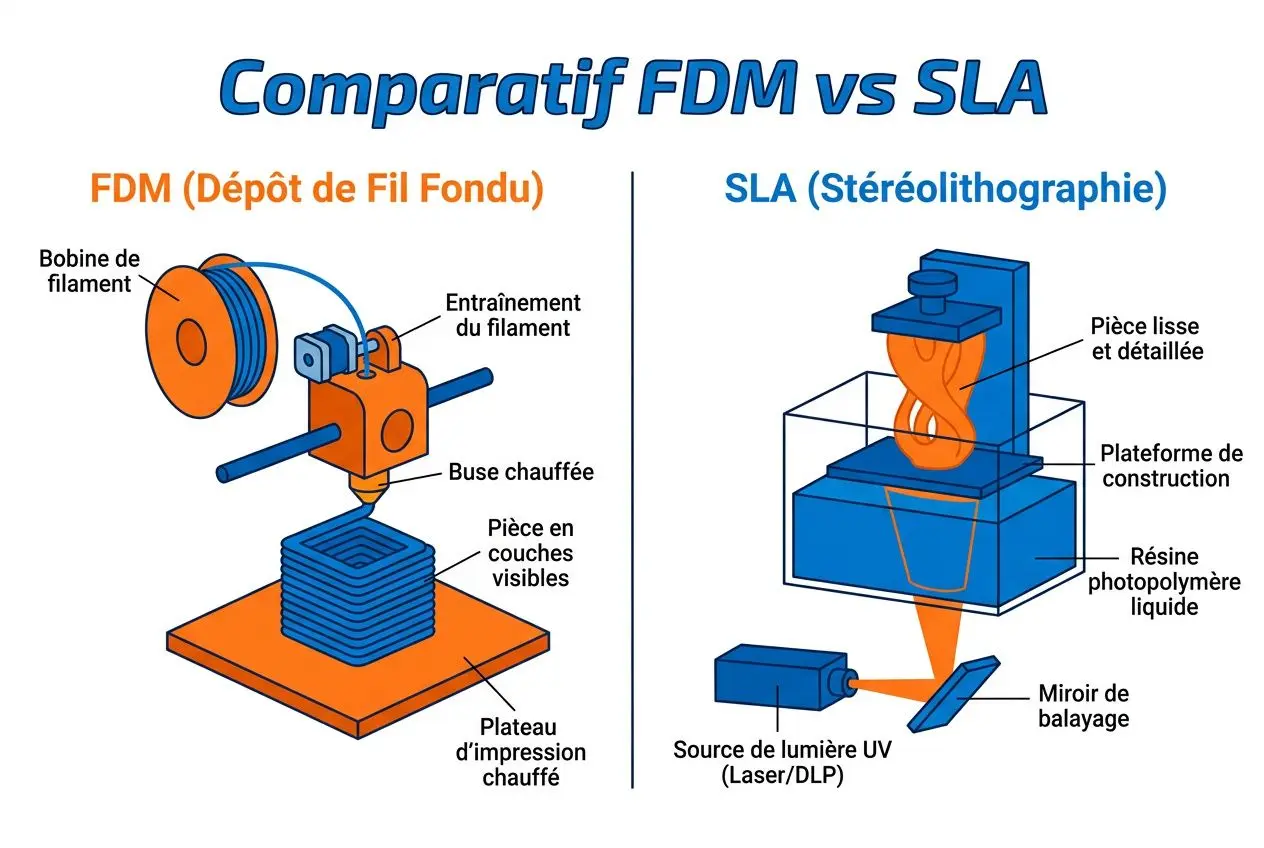
Dans un tableau matériaux impression 3D, les résines SLA se démarquent d’abord par la finesse obtenue : de 0,075 mm à 0,015 mm selon le réglage retenu. Cette précision a une contrepartie claire : le volume utile atteint 29 × 16 × 40 cm en SLA, contre 80 × 80 × 100 cm en FDM. Pour des prototypes ou des pièces plus grandes, l’assemblage en plusieurs éléments reste souvent la solution la plus réaliste.
Le choix de la résine dépend ensuite de l’usage visé, selon la contrainte technique. La résine Standard convient aux objets où le rendu prime : figurines, bijoux, maquettes architecturales. La résine ABS-like apporte davantage de résistance aux chocs et s’adresse à des applications fonctionnelles modérées. Quant à la résine Strong-X, elle vise un niveau de performance supérieur et peut couvrir des besoins techniques proches de ceux obtenus en ABS ou en nylon.
La résine castable répond à un autre besoin : la fonderie à cire perdue. Elle brûle sans résidu lors de la cuisson, ce qui la rend adaptée à la bijouterie, à la dentisterie et aux moules de précision. En pratique, la qualité finale dépend aussi du post-traitement : nettoyage à l’alcool isopropylique, durcissement UV, ponçage progressif puis éventuelle couche transparente.
Dès que le projet exige des détails fins et une surface soignée, la SLA s’impose : pièces dentaires, bijoux, figurines ou prototypes de validation esthétique. Ce procédé reste pertinent quand l’aspect final compte autant que la géométrie, avec une très bonne régularité sur les petites pièces. En complément, le post-traitement permet d’affiner encore le rendu visuel et le toucher de surface.
À l’inverse, le FDM prend l’avantage pour les pièces fonctionnelles, les séries courtes et les formats plus importants. C’est aussi la bonne voie dès qu’il faut choisir parmi plusieurs matériaux d’impression 3D : PLA, PETG, ABS, TPU, nylon, PET, polypropylène ou polyéthylène. La différence se joue sur l’usage attendu, la résistance mécanique et les contraintes de service.
Le PLA reste adapté aux prototypes visuels et aux pièces simples. Le PETG apporte un bon équilibre entre facilité d’impression et tenue en service. L’ABS, le nylon et le TPU répondent à des besoins plus techniques, tandis que les résines Standard, ABS-like, Strong-X et castable couvrent des applications où la précision ou la finition priment.
Le PLA reste le matériau le plus accessible pour démarrer. Sa facilité d’impression est bien connue : extrusion vers 190-220 °C, plateau chauffant souvent optionnel, peu de warping et un rendu propre sur des pièces simples comme sur certaines applications de prototypage visuel.
En complément, le PETG vise des usages plus fonctionnels. La différence se joue sur la résistance thermique, la résistance chimique et la tenue à l’humidité : le PLA peut ramollir dès 40-60 °C, alors que le PETG tient plutôt entre 60 et 80 °C selon la géométrie et l’effort appliqué.
Le PETG demande toutefois des réglages un peu plus précis, surtout sur la rétraction, car il a tendance au stringing.
Selon la contrainte technique, le choix change vite. Pour des efforts répétés, de l’usure ou du frottement continu, le nylon reste une référence parmi les filaments techniques : bonnes propriétés mécaniques, faible coefficient de friction et vraie aptitude aux pièces comme les paliers, guides ou engrenages.
Quand il est chargé en fibres de carbone, le nylon gagne en rigidité et en stabilité dimensionnelle. À privilégier quand la pièce doit moins se déformer sous charge, avec une réserve importante : ce type de matériau devient plus exigeant à imprimer et sensible au stockage à cause de l’humidité.
Pour une forte résistance aux chocs associée à une bonne tenue à la chaleur, le polycarbonate reste un candidat solide, à condition d’avoir une machine adaptée : buse entre 260 et 310 °C, enceinte chauffée et process bien maîtrisé. À l’inverse, pour des applications techniques moins sévères, l’ABS offre un compromis crédible entre coût, performance et tenue thermique, là où une pièce standard en PLA ou en PET peut montrer ses limites.
Pour débuter, le PLA reste le choix le plus simple. Peu de warping, température modérée et comportement prévisible : autant de paramètres qui permettent d’apprendre les bases sans cumuler les difficultés de réglage.
Le PLA Pro peut convenir ensuite, avec un léger gain sur les propriétés mécaniques sans perdre ce confort d’usage. Une fois les premiers réglages acquis, le PETG devient une suite logique pour viser plus de performance sur des pièces utiles, avec une meilleure tenue face à l’humidité, à certains produits et à la chaleur.
En pratique, ce passage progressif évite de confondre défaut machine, mauvais séchage du matériau et vraies limites du process.