Les deux procédés sont comparés ici selon des critères concrets : précision, matériau, coût, qualité de surface, vitesse d’impression et post-traitement, afin d’orienter chaque projet de prototypage vers la bonne solution.
La définition du FDM et du SLA : deux principes de fonctionnement
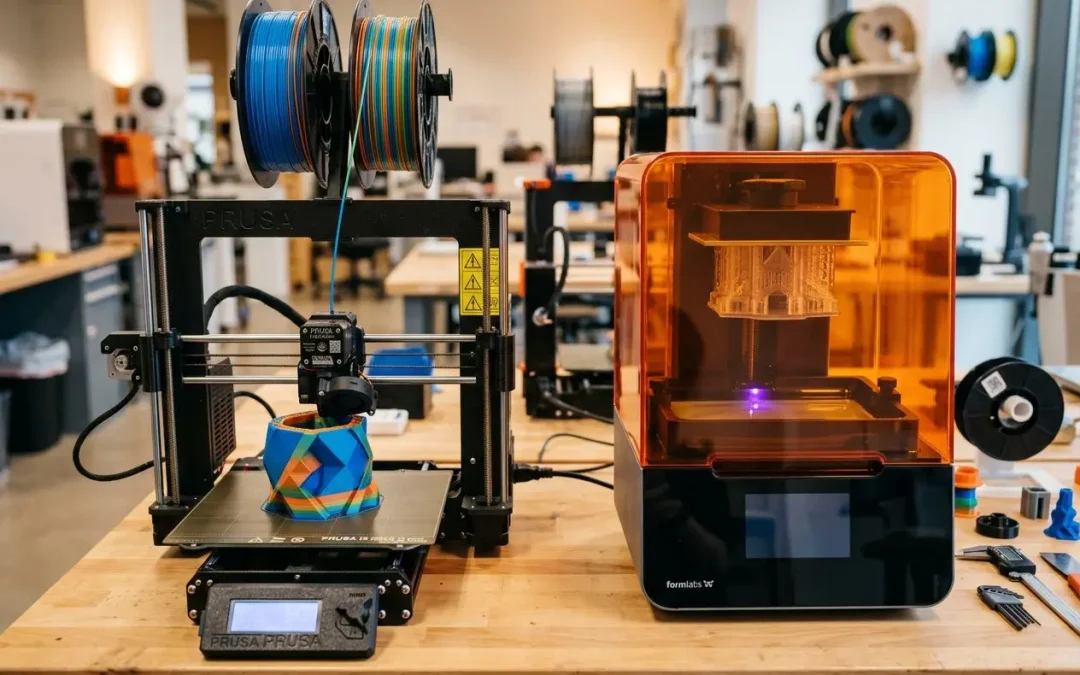
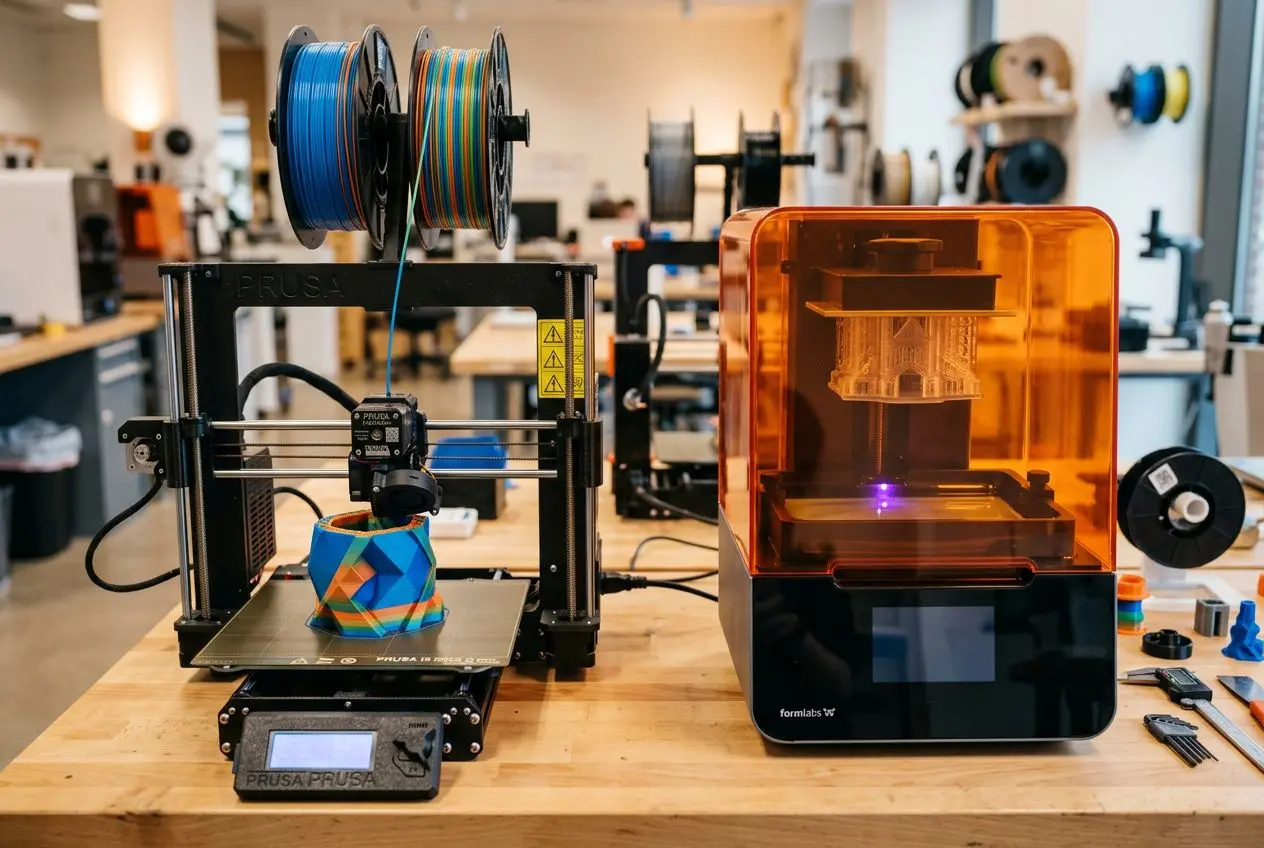
Parmi les différents types d’impression 3D, deux familles reviennent dans la majorité des projets : la technologie FDM et la stéréolithographie. L’impression 3D FDM et l’impression 3D SLA partent du même fichier 3D, mais le procédé d’impression n’a rien à voir.
Impression 3D FDM : comment fonctionne l’extrusion de filament
FDM signifie Fused Deposition Modeling : une imprimante chauffe un filament thermoplastique et le pousse dans une buse pour construire la pièce couche après couche, en suivant le parcours calculé depuis le fichier CAO.
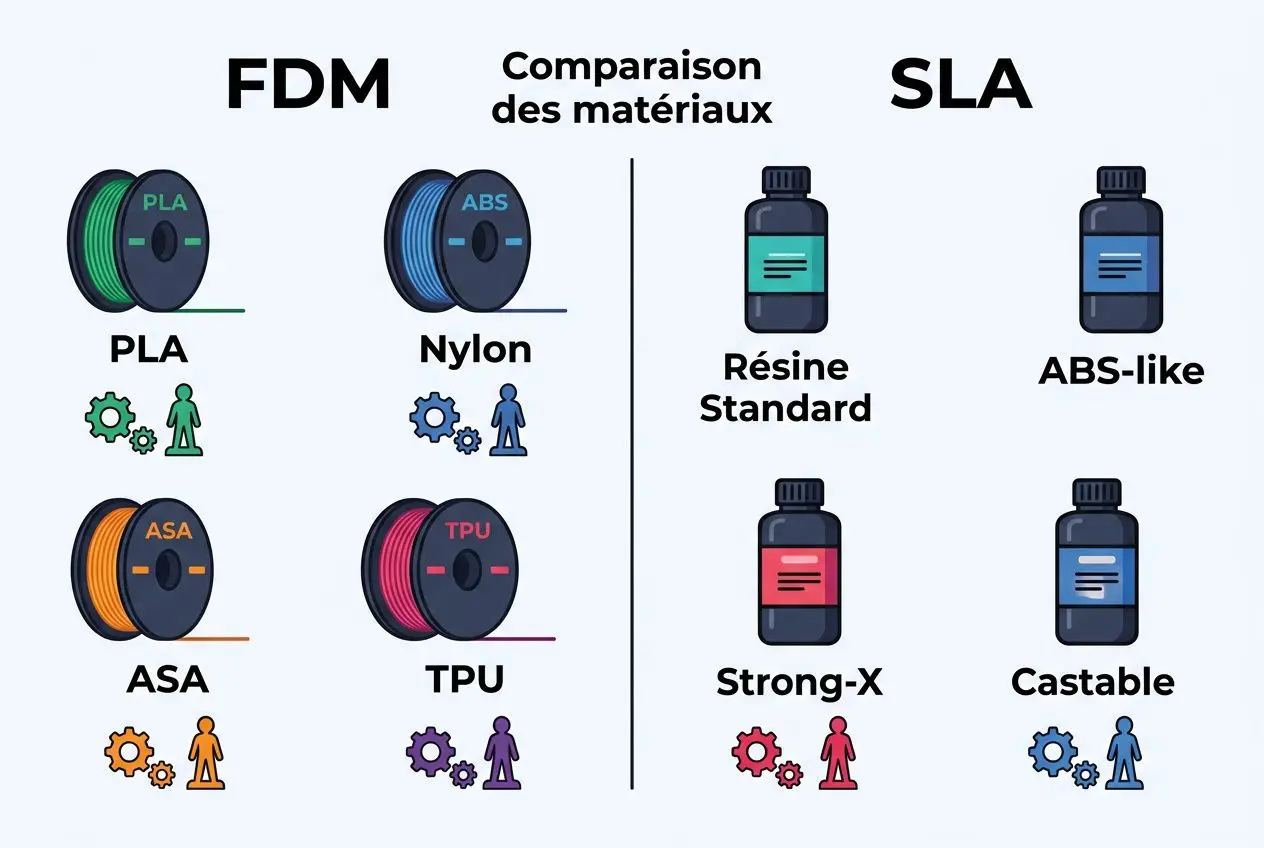
En pratique, l’imprimante travaille avec plusieurs réglages clés : hauteur de couche, remplissage, température, supports et vitesse d’impression. Ce procédé convient bien aux pièces techniques, aux gabarits et aux prototypes fonctionnels. Le choix du filament conditionne le résultat : PLA pour valider une forme, PETG pour un meilleur compromis rigidité/résistance chimique, ASA ou ABS pour des contraintes thermiques ou mécaniques plus dures, TPU pour la souplesse, Nylon pour la résistance à l’usure.
- Extrudeuse et buse : elles font fondre le filament et assurent un dépôt régulier sur le plateau.
- Filament thermoplastique : le matériau se solidifie en se liant à la couche précédente.
- Réglages de production : la précision finale dépend directement de la hauteur de couche, des supports et de la vitesse d’impression.
- Usages courants : prototypage, outillage, pièces fonctionnelles et validations géométriques rapides.
La technologie FDM reste la plus accessible en coût. Elle convient bien aux besoins de prototypage rapide et aux séries courtes où la fonction prime sur l’aspect visuel. Abeille 3D la propose avec une gamme de filaments et de matériaux adaptée aux usages courants comme aux applications plus techniques.
SLA impression 3D : le principe de la stéréolithographie
Le SLA repose sur la photopolymérisation d’une résine liquide. Selon la machine, un laser UV ou un écran LCD vient durcir chaque couche avec une grande finesse. À l’inverse de l’impression 3D FDM, la matière n’est pas extrudée : elle est solidifiée localement dans une cuve.
La pièce se forme sur un plateau, souvent à l’envers, avec des supports pour tenir les zones en porte-à-faux. Cette architecture permet d’obtenir une précision élevée et une qualité de surface plus fine, dès la phase de prototypage. En contrepartie, le post-traitement est plus présent : lavage, retrait des supports et passage UV selon la résine utilisée.
L’impression 3D SLA est à privilégier quand l’esthétique, le détail ou la petite géométrie comptent vraiment. C’est souvent le bon choix pour des maquettes de présentation, des masters, des pièces de validation visuelle ou des composants à tolérances serrées. Consultez la différence FDM SLA détaillée par des experts pour approfondir les bases physiques de chaque procédé.
Les différents types d’impression 3D au-delà du FDM et du SLA
Le choix ne se limite pas toujours à l’impression 3D FDM ou à l’impression 3D SLA.
- SLS (Selective Laser Sintering) : un laser fusionne une poudre, souvent du nylon, sans support, ce qui facilite les formes complexes.
- DLP (Digital Light Processing) : proche du SLA, il polymérise la résine par projection lumineuse sur une couche complète.
- MJF (Multi Jet Fusion) : procédé orienté production de pièces en nylon, apprécié pour sa régularité et sa productivité.
Une fois la pièce validée, il devient plus simple d’arbitrer entre coût, qualité, délai et matériau selon l’usage réel. Abeille 3D accompagne ce choix avec un conseil technique clair et un chiffrage en ligne pour comparer les FDM vs SLA sur un besoin concret.
Différence FDM et SLA : précision, vitesse et qualité de surface
La précision, la finition de surface, la vitesse d’impression et le niveau de post-traitement varient nettement selon le procédé. Ce choix pèse directement sur l’usage final, qu’il s’agisse d’un prototype visuel, d’une pièce fonctionnelle ou d’un besoin d’étanchéité.
Résolution et rendu de surface : SLA vs FDM comparés
Une imprimante SLA atteint en général une précision de ±0,1 mm, contre ±0,3 mm en impression 3D FDM, avec des détails pouvant descendre à 25 microns. Concrètement : le SLA autorise des parois de 0,2 mm et des reliefs dès 0,1 mm, là où le FDM demande plutôt 0,8 mm de paroi et environ 0,6 mm de largeur pour qu’un relief reste lisible.
La qualité d’impression ne se joue pas seulement sur les cotes. En FDM, la superposition des couches crée un effet d’escalier visible, souvent renforcé par les déplacements de la buse : la pièce sort plus rugueuse et demande fréquemment un post-traitement, par exemple un ponçage ou un lissage. À l’inverse, le SLA produit une finition de surface lisse et semi-matte, sans marquage de couche perceptible à l’œil nu sur de nombreuses géométries.
La différence se joue aussi sur la densité de la pièce. En SLA, la matière est 100 % solide, ce qui favorise l’étanchéité à l’eau et à l’air. En impression 3D FDM, de minuscules cavités subsistent même avec un remplissage maximal, ce qui impose souvent un traitement complémentaire quand l’étanchéité fait partie du cahier des charges.
Le bon matériau pour le bon usage compte autant que la machine. Le SLA est à privilégier quand la précision et la finition de surface passent avant le coût. Le FDM reste pertinent pour des pièces fonctionnelles, plus économiques, dès lors qu’une texture de surface plus marquée est acceptable ou corrigée par post-traitement.
| Critère | FDM | SLA |
| Précision | ±0,3 mm | ±0,1 mm |
| Détail minimum en relief | 0,6 mm de large | 0,1 mm |
| Épaisseur de paroi | ~0,8 mm | 0,2 mm |
| Finition de surface | Rugueuse, effet d’escalier | Lisse, semi-matte |
| Densité de la pièce | Cavités même à 100 % | 100 % solide |
| Étanchéité | Non sans traitement | Oui |
Vitesse d’impression : quel procédé est le plus rapide ?
Le SLA prend l’avantage sur la rapidité lorsqu’il faut produire plusieurs pièces en une seule série. Une imprimante SLA photopolymérise une couche complète en une exposition : 5 modèles peuvent ainsi être fabriqués en environ 3 heures, soit un temps proche de celui nécessaire pour un seul. En FDM, les mêmes 5 modèles demandent en général cinq fois plus de temps qu’une pièce unique, soit environ 15 à 50 heures selon leur taille.
Selon la contrainte technique, la résolution modifie toutefois le temps de fabrication : une couche de 0,015 mm améliore le rendu mais rallonge la production, tandis qu’une couche de 0,075 mm augmente la rapidité sans perte visible de qualité sur certaines formes. Même logique en impression 3D FDM : hauteur de couche, diamètre de buse et taux de remplissage servent à arbitrer entre coût, qualité d’impression et cadence.
Impression 3D SLA : résines, résolution et post-traitement
L’impression SLA se distingue par sa précision, mais aussi par le choix de matériaux disponibles. Selon la contrainte technique, une même géométrie peut viser un rendu visuel très fin, une meilleure résistance mécanique, une tenue thermique plus adaptée ou un usage de fonderie.
SLA impression 3D signification et résines disponibles
La signification de SLA en impression 3D renvoie à la stéréolithographie, ou StereoLithography Apparatus. En pratique, une imprimante SLA solidifie des résines liquides couche par couche à l’aide d’un laser UV ou d’un écran LCD. Ce procédé permet d’obtenir une résolution élevée et une très bonne précision dimensionnelle, là où le FDM laisse plus souvent des strates visibles en surface.
Chez Abeille 3D, l’offre s’organise autour de plusieurs résines d’impression, chacune pensée pour un usage concret.
- Résine standard : à privilégier quand le rendu visuel prime. Elle convient aux figurines, à la décoration et au prototypage d’aspect, avec une très bonne précision, mais une faible résistance aux chocs.
- Résine ABS-like : plus adaptée aux prototypes fonctionnels et aux pièces rigides qui doivent encaisser des efforts modérés. La différence se joue sur la résistance mécanique, nettement supérieure à celle d’une résine standard.
- Résine Strong-X : destinée aux applications techniques plus exigeantes, quand une résine ABS-like ne suffit plus. Elle convient aux pièces soumises à des efforts répétés ou à une déformation sous charge.
- Résine castable : conçue pour la bijouterie, la dentisterie et certains usages de moulage industriel. Elle brûle sans résidu et peut servir directement de modèle dans un procédé de cire perdue.
En complément, plusieurs coloris sont disponibles : noir, blanc, translucide, rouge, bleu, vert, gris, violet, peau, ainsi que des teintes personnalisées sur demande. Choisir le coloris dès la commande peut supprimer une étape de peinture sur les pièces de présentation ou de validation client.
Post-traitement SLA : nettoyage, durcissement et finitions
Une impression 3D SLA ne sort pas prête à l’emploi. Le post-traitement comporte deux étapes obligatoires : un nettoyage à l’alcool isopropylique pour retirer la résine non polymérisée, puis un durcissement UV afin de finaliser la structure du matériau. À l’inverse, en FDM, la pièce est généralement utilisable dès la sortie machine.
L’alcool isopropylique dégage une odeur marquée et des vapeurs inflammables : une ventilation adaptée reste nécessaire. Une fois cette étape terminée, l’impression SLA offre des propriétés isotropes, avec une résistance plus homogène dans toutes les directions, contrairement au FDM, souvent plus faible sur l’axe Z.
Chez Abeille 3D, les finitions prolongent ce travail : retrait des supports par découpe ou ponçage, lissage à la résine, puis mise en peinture en noir, blanc, argenté, doré ou teinte personnalisée. Une pièce peut aussi être creusée avec des trous de drainage pour limiter la consommation de résine sur les grands volumes, sans dégrader la précision ni la résolution de la géométrie.
Matériaux FDM et SLA : filaments, résines et propriétés mécaniques
Le choix du matériau oriente souvent la technologie avant même d’évaluer la précision, le coût ou le délai de livraison de la pièce. Dans certains secteurs, la contrainte est immédiate : résine castable en bijouterie, nylon pour une pièce mécanique, TPU pour un élément souple. Dès lors, le procédé suit le matériau, et non l’inverse.
Les matériaux FDM : de l’imprimante au filament technique
La définition du FDM repose sur l’extrusion d’un filament thermoplastique chauffé puis déposé couche par couche. Ce principe rend le matériau facile à mettre en œuvre sur une imprimante FDM, avec un choix large selon la température d’extrusion et l’équipement disponible.
- PLA Pro : rigide, simple à imprimer et adapté aux prototypes visuels ou aux objets décoratifs; il reste sensible à la chaleur au-delà de 60 °C.
- ABS et ASA : bons candidats pour des pièces plus sollicitées, avec une vraie résistance aux chocs et à la température; l’ASA ajoute une tenue UV utile en extérieur.
- Nylon PA : matériau à privilégier quand l’usure, les efforts mécaniques et les frottements comptent, par exemple sur des engrenages ou des liaisons mobiles.
- TPU : souple et élastique, il sert pour les joints, semelles et pièces d’absorption; ce comportement reste difficile à obtenir en SLA standard.
Les filaments chargés fibre de carbone ou à base composite ouvrent l’accès à des usages plus techniques : gabarits, outillages, pièces allégées. En complément, le taux de remplissage ajuste le compromis entre résistance, masse et temps machine : autour de 20 à 30 % pour une pièce d’aspect, jusqu’à 100 % pour une fonction structurelle.
Résines SLA et thermoplastiques FDM : critères de choix
Le point de rupture entre les deux familles est chimique. En SLA, le matériau est une résine thermodurcissable polymérisée par laser; une fois durcie, elle ne peut plus être refondue comme un thermoplastique FDM. La différence se joue sur la stabilité dimensionnelle, l’étanchéité et la finesse de surface, systématiquement supérieures en SLA.
En revanche, toutes les résines ne se valent pas. Une résine standard convient bien aux figurines, maquettes et pièces d’aspect, mais sa résistance aux chocs reste limitée et elle vieillit moins bien sous humidité ou lumière. Pour une pièce fonctionnelle, mieux vaut s’orienter vers des résines techniques : ABS-like, Strong-X ou formulations dédiées au cahier des charges visé.
Le coût matière est aussi à intégrer très tôt. Côté FDM, le prix d’un filament PLA ou PETG se situe en général entre 20 et 50 € par kilogramme; en SLA, les résines techniques démarrent plus haut, souvent autour de 50 € par kilogramme, avec des écarts rapides selon la formulation. À ce coût s’ajoutent le temps machine, les consommables et le post-traitement, plus présent en SLA qu’en FDM.
Résistance mécanique et durabilité des pièces imprimées
En FDM, la résistance dépend autant du matériau que de l’orientation des couches. Des thermoplastiques comme l’ABS, le nylon ou le polycarbonate offrent de bonnes performances, mais l’axe Z reste le point de vigilance : sous un effort perpendiculaire aux couches, une délamination peut apparaître.
En SLA, la structure est plus homogène, car la polymérisation crée des propriétés mécaniques plus isotropes. Cet atout devient utile dès que la pièce travaille dans plusieurs directions ou demande une géométrie très fine avec une forte précision. À l’inverse, même avec cette finesse supplémentaire, une résine standard reste souvent moins endurante qu’un bon thermoplastique FDM sur des usages mécaniques prolongés.
Quelle imprimante choisir selon votre projet et budget
Le choix d’une imprimante ne se résume pas à opposer la qualité du FDM à celle du SLA. En pratique, tout se décide à partir de quatre critères : le niveau de détail attendu, les propriétés mécaniques visées, le coût acceptable et le volume à produire.
FDM ou SLA : applications sectorielles et cas d’usage
Dans le trio impression 3D FDM, SLA, SLS, chaque procédé a son terrain. L’impression 3D FDM convient aux pièces fonctionnelles, aux maquettes de grande taille et au prototypage rapide avec un prix contenu. À l’inverse, l’impression SLA prend l’avantage dès que la précision, la qualité de surface ou un matériau très spécifique deviennent prioritaires.
La technologie FDM repose sur le dépôt d’un filament fondu. Elle est à privilégier quand la robustesse, la rapidité d’exécution et le coût priment sur l’état de surface. La technologie SLA, elle, polymérise une résine couche par couche : la différence se joue sur le niveau de détail, la fidélité dimensionnelle et l’accès à des résines techniques adaptées à des usages ciblés.
- Bijouterie et dentaire : l’impression SLA est la référence pour les modèles à cire perdue, les guides et les formes fines. Ce niveau de détail reste hors de portée d’une impression 3D FDM classique, même avec une bonne imprimante.
- Prototypage fonctionnel : le FDM couvre l’essentiel des besoins avec des matériaux comme l’ABS ou le nylon. L’ABS convient bien aux pièces de validation assemblées ou percées, tandis que le nylon est recherché pour sa résistance à l’usure et sa souplesse contrôlée.
- Architecture et design : l’impression 3D FDM permet de produire des maquettes solides et économiques, tandis que le SLA sert les modèles de présentation où la qualité visuelle compte autant que la géométrie.
Coûts et économies : impression 3D FDM vs SLA comparés
Le prix d’entrée n’est pas le même. Pour une imprimante SLA, il faut compter entre 500 et 10 000 €, parfois davantage, avec des résines à partir de 50 € par litre. En face, une imprimante FDM se situe entre 200 et 5 000 €, avec du filament généralement compris entre 15 et 50 € par kg.
À cela s’ajoute le post-traitement. En SLA : lavage à l’alcool puis durcissement UV, ce qui allonge le délai et augmente le coût global. En FDM, la pièce sort souvent exploitable plus vite, avec un retrait des supports plus simple et moins de consommables annexes.
Le FDM garde un avantage simple à comprendre : le taux de remplissage se règle facilement. Une pièce partiellement creuse consomme moins de matériau et sort plus vite, sans pénaliser l’usage si la fonction reste décorative ou de validation. En SLA, le creusage est possible avec trous de drainage, mais à volume égal le coût de revient reste le plus souvent supérieur.
Comment choisir entre FDM, SLA et SLS pour votre besoin
La lecture la plus utile reste la plus concrète. Pour le SLS spécifiquement, l’absence totale de support ouvre des géométries imbriquées impossibles en FDM ou en SLA, ce qui en fait le choix naturel dès que la série dépasse quelques dizaines de pièces en nylon.
Abeille 3D affine ce choix à partir de votre usage réel : prototypage, pièce de présentation, composant technique ou validation de forme. Selon la contrainte technique, le bon procédé se décide aussi sur le niveau de finition attendu, la cadence de fabrication et le temps de post-traitement acceptable.
Foire aux questions
Quelle est la principale différence entre une imprimante FDM et une imprimante SLA ?
Une imprimante FDM dépose un filament thermoplastique fondu, couche après couche. À l’inverse, une imprimante SLA solidifie une résine liquide photosensible à l’aide d’un laser UV ou d’un écran LCD. La différence se joue sur deux points très concrets : la précision et la finition de surface.
En impression 3D SLA, on obtient en général une tolérance de l’ordre de ±0,1 mm et une surface plus propre dès la sortie machine. En FDM, la précision se situe plutôt autour de ±0,3 mm, avec des strates plus visibles et un post-traitement souvent utile pour améliorer l’aspect.
Le FDM garde toutefois un avantage net sur le coût et sur la variété de matériaux disponibles : ABS, nylon, TPU ou PETG selon la résistance attendue. En pièce mécanique soumise à des cycles thermiques, l’ABS ou le nylon en FDM tiennent là où une résine standard SLA peut fissurer.
Quel procédé choisir pour un prototype fonctionnel : FDM ou SLA ?
Dès qu’une pièce doit encaisser des chocs, de la flexion ou une montée en température, le FDM est souvent à privilégier quand la résistance mécanique passe avant l’aspect de surface.
Le choix se fait alors sur le filament : ABS pour un bon compromis, nylon pour des efforts répétés, TPU pour la souplesse. Ce procédé reste aussi plus favorable côté coût, ce qui permet de multiplier les itérations sans alourdir le budget de prototypage.
À l’inverse, la SLA convient mieux à un prototype visuel, à une validation esthétique ou à une géométrie fine qui demande une forte précision. En bijouterie comme en dentaire, certaines résines calcinables imposent clairement l’impression 3D SLA. Abeille 3D oriente ce choix selon l’usage réel de la pièce : contrainte mécanique, niveau de détail requis, budget d’itération.
Le post-traitement est-il obligatoire en impression 3D SLA et FDM ?
En SLA, oui. Le post-traitement fait partie du processus d’impression : lavage à l’alcool isopropylique pour retirer la résine non polymérisée, puis durcissement UV afin de stabiliser les dimensions et les performances finales.
Une pièce non post-curée présente une résistance mécanique réduite et des dimensions moins stables dans le temps. Une fois la pièce validée, la finition peut aller plus loin : retrait des supports, reprise locale des traces d’appui, préparation visuelle selon le niveau d’exigence attendu.
En FDM, la pièce sort généralement exploitable sans lavage ni post-polymérisation. En complément, un post-traitement reste possible pour améliorer l’aspect : lissage, peinture ou correction des marques de support. Abeille 3D propose ces finitions selon le besoin, avec un arbitrage clair entre délai, coût et rendu final.