Mon panier
VideVotre panier est vide.
Savoir comment choisir un filament 3D conditionne directement la qualité d’une pièce, sa résistance et sa tenue dans le temps. Le choix d’un filament 3D ne se résume ni à une couleur ni à un prix : il dépend du matériau, de la température, de l’usage visé et de la compatibilité avec l’imprimante 3D disponible. Un point compte aussi dès le départ : la pièce finale devra-t-elle surtout résister à la chaleur, à l’humidité, à la flexion ou simplement rester propre visuellement ?
Avant de comparer chaque type de filament 3D, deux points doivent être posés clairement : la température d’extrusion réellement supportée par la machine, puis l’utilisation attendue de la pièce. Ce cadre suffit souvent à orienter le choix du filament 3D. En complément, pour bien choisir filaments 3d, il faut aussi tenir compte des émissions possibles, du stockage au sec et de la ventilation du local.
Choisir un filament adapté commence par une question simple : à quelle contrainte dominante la pièce devra-t-elle résister ? Un filament 3D adapté à un prototype visuel ne conviendra pas forcément à une pièce soumise à des contraintes répétées ou à une montée en température.
Le diamètre du filament 3D, souvent en 1,75 mm, doit correspondre à l’imprimante 3D. De la même manière, une température d’extrusion trop élevée pour la hotend ou l’absence de plateau chauffant peuvent provoquer sous-extrusion, mauvaise adhérence ou déformation en cours d’impression 3D.
La page choisir filament 3d rappelle que le choix du matériau se fait bien avant le lancement de l’impression 3D, dès la phase de prototypage. Le guide filament 3d d’Abeille 3D rassemble, de son côté, les paramètres utiles pour choisir un filament selon la machine et l’usage.
Pour un premier choix de filament, le PLA, le PETG et l’ABS couvrent l’essentiel des besoins courants. Chacun répond à une logique différente : facilité d’impression, résistance thermique ou tenue mécanique. La différence se joue sur les contraintes réelles de la pièce et sur la capacité de l’imprimante 3D à maintenir une température stable.
Le PLA s’imprime généralement entre 190 et 220 °C, avec un plateau chauffant autour de 50 à 60 °C. Il reste le plus simple pour un filament 3D destiné au prototypage visuel, aux gabarits ou aux objets décoratifs. Le PETG demande plutôt 220 à 240 °C : il offre une meilleure résistance à l’humidité et une utilisation plus polyvalente pour des boîtiers ou des pièces fonctionnelles.
À l’inverse, l’ABS travaille plutôt entre 240 et 260 °C avec un plateau chauffant entre 100 et 110 °C. Sa résistance thermique monte plus haut, mais le warping devient un point de vigilance, surtout sur des pièces larges ou dans un environnement mal contrôlé. Pour le choix du filament 3D, c’est souvent le matériau à privilégier quand la tenue en température passe avant la facilité d’impression.
| Matériau | Température d’extrusion | Résistance thermique | Facilité d’impression | Usage typique |
| PLA | 190–220 °C | ~50 °C | Très facile | Prototypes, décoratif |
| PETG | 220–240 °C | ~70 °C | Facile | Pièces fonctionnelles, boîtiers |
| ABS | 240–260 °C | ~90 °C | Difficile (warping) | Pièces mécaniques, techniques |
Pour aller plus loin dans le choix impression 3D entre dépôt de filament 3D et résine, la page choix impression 3d d’Abeille 3D permet de replacer le choix du matériau dans son procédé de fabrication.
Une fois les matériaux de base posés, la compatibilité redevient le filtre principal. Choisir un filament sans vérifier les limites de l’imprimante 3D conduit souvent à des défauts évitables. Selon la contrainte technique, un nylon, un ABS ou même certains PETG chargés demandent plus qu’une hotend standard : température élevée, plateau chauffant stable et parfois enceinte fermée pour limiter le retrait.
Le nylon mérite une attention particulière. Ce matériau apporte une bonne résistance, mais il absorbe facilement l’humidité et perd vite en qualité d’impression si le stockage est négligé. Le TPU suit la même logique : un filament souple ou très technique fait baisser la facilité d’impression et demande une extrudeuse adaptée pour éviter les bourrages.
Cela ne dispense pas d’analyser l’usage réel : impact, flexion, abrasion, chaleur, exposition extérieure ou besoin de support. Une fois la contrainte dominante identifiée, la vérification machine devient plus simple : température maximale, type d’extrudeuse, plateau chauffant et environnement d’impression.
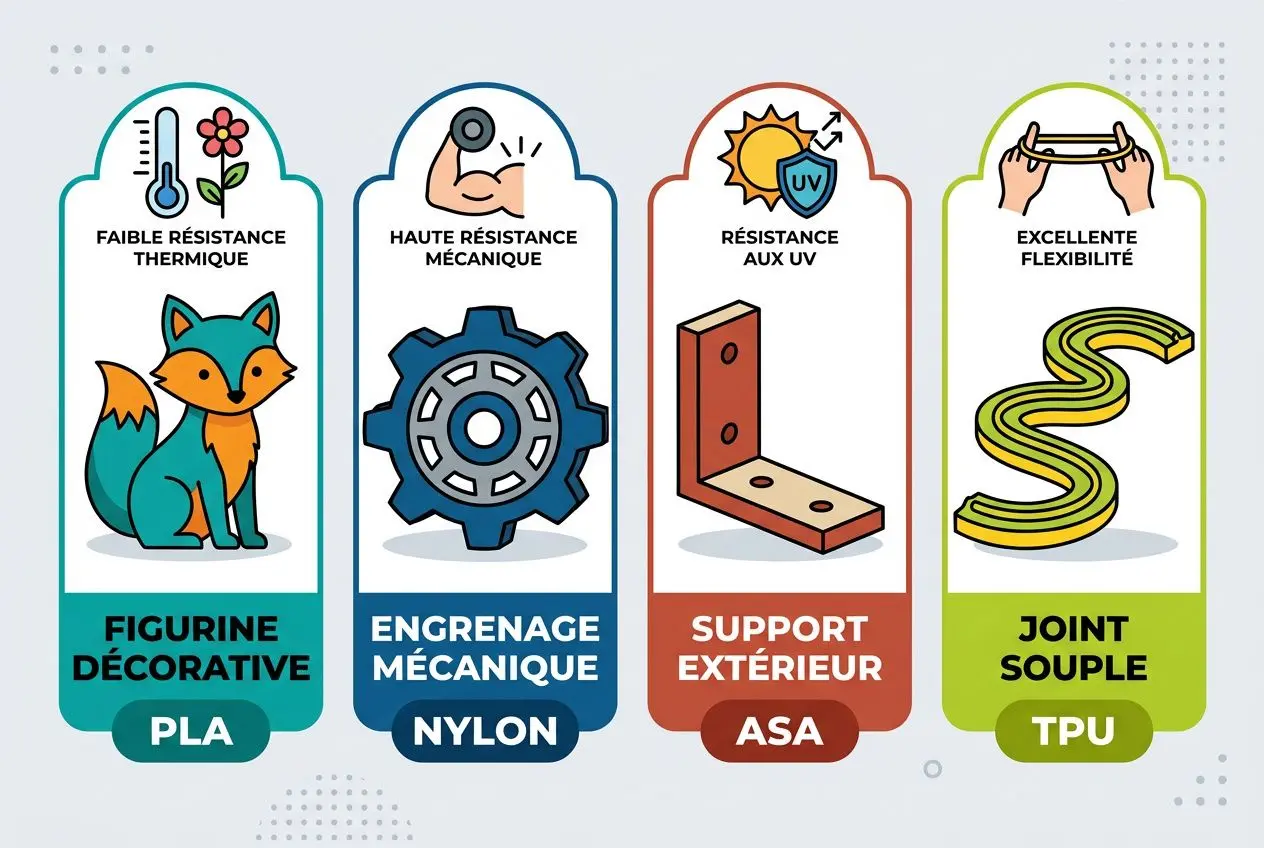
Le meilleur filament dépend d’abord de l’usage réel de la pièce. Une figurine, un engrenage ou un joint n’imposent ni le même matériau, ni la même température, ni les mêmes contraintes d’impression. Chez Abeille 3D, le choix du filament se fait donc à partir de la fonction, pas à partir d’une habitude de bobine.
Pour choisir filament 3d sur une imprimante de bureau, le PLA reste la référence d’entrée : facilité d’impression, large choix de finitions et bonne stabilité visuelle en font un point de départ solide. En pratique, il convient très bien aux prototypes, aux maquettes et à toute pièce du quotidien peu exposée à la chaleur.
Le PLA PRO pousse un peu plus loin la résistance mécanique sans compliquer fortement l’utilisation. Sa limite reste connue : dès que la température dépasse environ 60 °C, la pièce peut se ramollir et se déformer.
À l’inverse, l’ABS vise des applications plus techniques. Ce filament 3d apporte une meilleure résistance aux chocs et une tenue en température supérieure au PLA, ce qui le rend utile pour des pièces fonctionnelles soumises à des efforts répétés. La différence se joue sur l’environnement d’impression : sans enceinte fermée et sans ambiance thermique stable, le risque de décollement ou de fissuration augmente vite.
Dès que l’usage prévoit une exposition extérieure, l’ASA prend l’avantage sur l’ABS. Ce matériau conserve des paramètres proches, tout en offrant une meilleure résistance aux UV et aux intempéries. Pour un boîtier, une fixation ou un capot exposé au soleil, l’ASA s’impose donc naturellement.
Le nylon répond à une autre logique : frottement, usure, mouvement. Il se distingue par sa résistance, sa faible friction et sa bonne tenue chimique, ce qui le rend pertinent pour des applications comme les engrenages, charnières ou guides mécaniques. À condition de gérer correctement l’humidité avant impression, le nylon reste le choix le plus fiable pour ces usages.
Encore au-dessus sur le plan thermique, le polycarbonate convient aux pièces très sollicitées. Sa température de transition vitreuse approche 150 °C, mais son utilisation demande une imprimante 3d capable d’atteindre 260 à 310 °C, avec enceinte chauffée.
Le TPU couvre les applications où une pièce doit se déformer, amortir ou revenir en forme après contrainte. Sa dureté se lit sur l’échelle Shore, de 50A à 98A, ce qui permet d’ajuster précisément la souplesse selon l’usage. Pour cette famille de filament 3d, la facilité d’impression baisse nettement par rapport au PLA : vitesse réduite et extrudeur direct sont à privilégier quand la flexibilité devient importante.
Une fois la pièce validée, le stockage du filament compte autant que le process. Le PETG, le nylon et le TPU sont sensibles à l’humidité : une bobine mal conservée perd en qualité d’extrusion et en performances mécaniques.
Au-delà du nom commercial, un filament 3D se juge sur des données mesurables. Rigidité, allongement à la rupture, résistance à l’impact ou tenue en température : ces caractéristiques permettent de comparer un matériau de façon concrète et de choisir son filament sur des bases fiables.
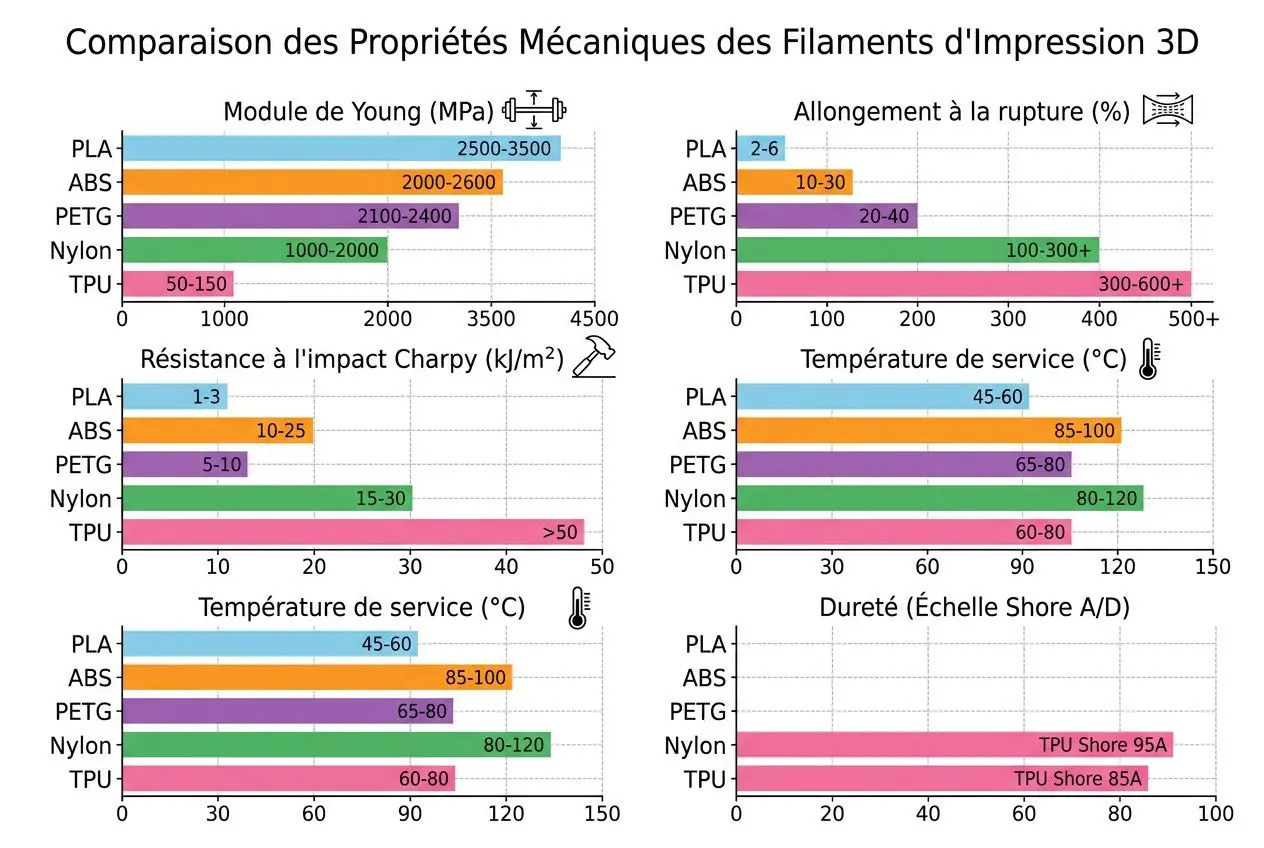
Les caractéristiques utiles d’un filament ne se résument pas à une mention « technique » sur l’emballage. Pour choisir un filament 3D sérieusement, quatre indicateurs donnent une lecture claire, quel que soit le contexte d’impression 3D ou les applications visées.
Il n’existe pas de matériau universel. Un PLA offre souvent un rendu propre et une bonne rigidité, mais sa résistance à l’impact reste limitée. Un ABS supporte mieux la chaleur, avec d’autres contraintes mécaniques à prendre en compte. La différence se joue sur l’usage final : aspect, résistance, souplesse ou tenue en température.
Cette lecture doit ensuite être rapprochée de la machine. Dès que la température d’impression monte, certaines performances progressent, mais la compatibilité avec l’imprimante 3D devient plus exigeante : buse, plateau chauffant, enceinte fermée ou qualité d’extrusion. Pour choisir son filament sans erreur, la compatibilité entre le filament et l’équipement reste la base.
Elles permettent de choisir son filament selon une fonction très précise, avec des contraintes d’impression et de support qu’il faut anticiper dès la phase de prototypage.
Certains grades visent un usage très ciblé. Un PLA contact alimentaire certifié ROHS, REACH et FDA répond à des applications en lien avec des denrées. À l’inverse, un PLA antistatique est pensé pour des applications ESD. Dans ces gammes, la fiche technique et les certifications comptent autant que la facilité d’impression.
En pratique, la résistance dépend aussi des réglages de l’impression 3D : le taux de remplissage, la hauteur de couche et la stratégie de support influencent directement le comportement de la pièce. Un remplissage de 20 à 30 % suffit souvent pour un objet décoratif, alors qu’une pièce fonctionnelle monte volontiers à 50 % ou plus selon les contraintes.
La hauteur de couche joue surtout sur le compromis entre précision et temps de fabrication. Un support réalisé dans le même matériau que la pièce se retire plus simplement si le paramétrage est propre. Même logique qu’en FDM classique : plus la géométrie est délicate, plus les réglages de support doivent être pensés en amont.
Une fois la pièce validée, les finitions prennent le relais. Une couche de résine époxy peut lisser les stries et homogénéiser la surface; la peinture, qu’elle soit noire, blanche, argentée ou personnalisée, ajuste le rendu final. Ces opérations allongent parfois le délai, mais elles apportent une vraie valeur sur les pièces de présentation, de démonstration ou de contact client.
Pour débuter en impression 3D, le PLA reste le filament 3D adapté dans la majorité des cas. Sa température d’extrusion, comprise entre 190 et 220 °C, reste accessible pour les machines d’entrée de gamme, et le plateau chauffant n’est pas indispensable. Abeille 3D le recommande dès la phase de prototypage : la facilité d’impression est réelle, avec peu de réglages et un rendu propre sur une première pièce.
En contrepartie, ce matériau supporte mal la chaleur : il commence à ramollir vers 50 à 60 °C. Il faut aussi surveiller l’humidité lors du stockage, car un filament 3D exposé trop longtemps perd en régularité d’extrusion.
Le PLA se distingue par sa simplicité de mise en œuvre. À l’inverse, le PETG demande une température un peu plus élevée, généralement entre 220 et 240 °C, mais il apporte davantage de souplesse, une meilleure tenue chimique et une résistance à la chaleur qui monte autour de 70 °C. La différence se joue sur l’usage : objet visuel et prototype rapide en PLA, ou pièce fonctionnelle en PETG.
Le PETG se place aussi entre le PLA et l’ABS sur le plan mécanique. Il offre une bonne résistance sans le warping souvent associé à l’ABS, ce qui simplifie l’impression 3D de boîtiers, supports ou éléments du quotidien.
Il n’existe pas un seul matériau meilleur dans tous les cas. Selon la contrainte technique, le choix change : pour la résistance aux chocs, le polycarbonate et le nylon restent des références; pour la tenue à très haute température, les familles PEEK, PEKK et PEI peuvent aller jusqu’à 250 °C.
En revanche, ces polymères hautes performances exigent une machine adaptée : hotend haute température, souvent enceinte fermée et paramètres très maîtrisés. Pour un usage exigeant sans changement majeur d’équipement, le nylon chargé fibres de carbone constitue une option cohérente, avec un bon niveau de rigidité et de résistance.